工程コードファイル
![]()
|
運用について
|
|
工程コードファイル |
|
|
|
|
G01深穴ドリル加工
|
CG01DEEP
|
||
|
|
項目名
|
変数名
|
初期値
|
| R点ABSモード(1:ON) | CZSTEP | 0 | |
| 切削開始高さ | CSHEIGHT | 0 | |
| Z切込み量 | CZSTEP | 0 | |
|
逃げ量
|
CZTHICK
|
0
|
|
|
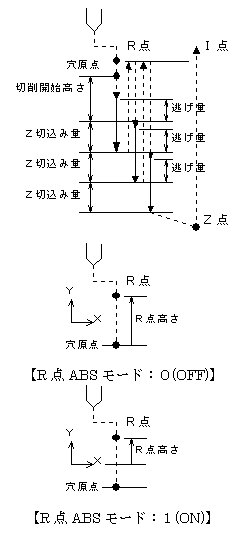
G01深穴ドリル加工は、深穴サイクル(G83)のような動作をG01の動作で行う経路を作成します。 1回の切込みごとにR点ABSモードにしたがった高さに回避し、加工深さまで切込みます。 【R点ABSモード】
【切削開始高さ】
|
|||
|
G01深穴BRKCHP加工
|
CG01BKCP
|
||
|
|
項目名
|
変数名
|
初期値
|
| 切削開始高さ | CSHEIGHT | 0 | |
| Z切込み量 | CZSTEP | 0 | |
| 逃げ量 | CZTHICK | 0 | |
|
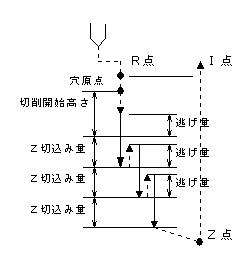
G01深穴BRKCHP加工は、深穴サイクル(G73)のような動作をG01の動作で行う経路を作成します。 【切削開始高さ】
|
|||
|
G01パイロットドリル
|
CG01PLT
|
||
|
|
項目名
|
変数名
|
初期値
|
| 切削開始高さ | CSHEIGHT | 0 | |
| 切削深さ(係数) | DEEPSET | 1 | |
|
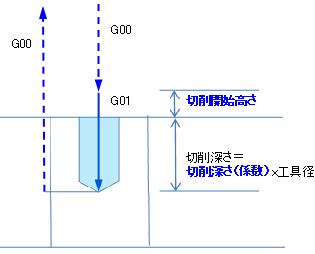
G01パイロットドリルを選択した場合、加工深さパラメータが灰色表示となり参照しません。 |
|||
|
G01ロングドリル止め穴
|
CG01BLD_***
|
||
 |
項目名
|
変数名
|
初期値
|
| 回転係数 | SPINDLESET | 1 | |
| 送り係数 | FEEDSET | 1 | |
| ドウェル | CDWELL | 1 | |
|
小数点以下桁数
|
CDECML
|
1
|
|
|
減速開始高さ
|
CSHEIGHT
|
0
|
|
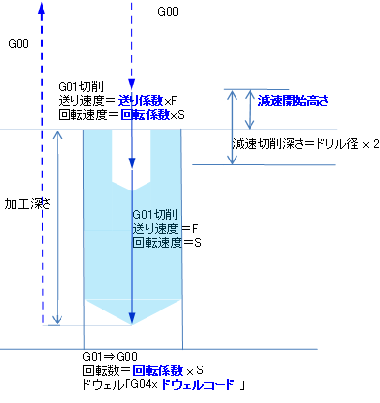
【小数点以下桁数】
【ドウェルのアドレスについて】
|
|||
|
G01ロングドリル貫通穴
|
CG01THR_***
|
||
 |
項目名
|
変数名
|
初期値
|
| 回転係数 | SPINDLESET | 1 | |
| 送り係数 | FEEDSET | 1 | |
| ドウェル | CDWELL | 1 | |
|
小数点以下桁数
|
CDECML
|
1
|
|
|
減速開始高さ
|
CSHEIGHT
|
0
|
|
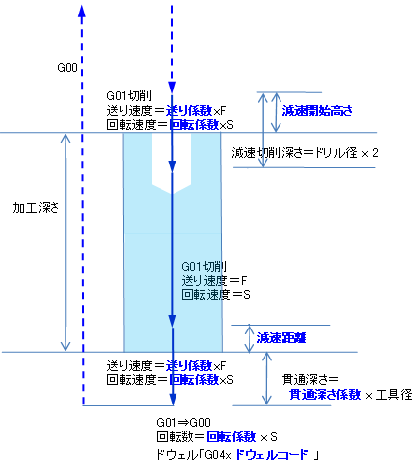
| 貫通深さ係数 | THROUGHDEEPSET | 1 | |
|
減速距離
|
FEEDDOWNDIS
|
0
|
|
【小数点以下桁数】
【ドウェルのアドレスについて】
|
|||
|
G01交差穴ドリル加工
|
CG01CROS_***
|
||
 |
項目名
|
変数名
|
初期値
|
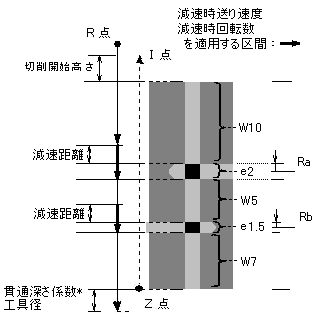
| 減速距離 | FEEDDOWNDIS | 20 | |
| 送り係数 | FEEDSET | 0.8 | |
| 回転係数 | SPINDLESET | 0.8 | |
| 貫通深さ係数 | CZOVRCUT | 2 | |
| 加工情報 | STR_CCRSINFO | 0 | |
| ドゥエル | CDWELL | 1 | |
| 小数点以下桁数 | CDECML | 1 | |
|
この工程コードは主にフィーチャ機能で穴あけ工程のために登録することを意図としています。 通常の穴あけ加工の運用範囲で使用することはできますが、加工情報の所には通常加工の区間、減速区間の幅を示す文字列を指定してください。 フィーチャ機能では加工情報は自動登録されます。 【加工情報】
【小数点以下桁数】
【ドウェルのアドレスについて】
|
|||
|
G01高速深穴ドリル加工
|
CG01HSDEEP
|
||
 |
項目名
|
変数名
|
初期値
|
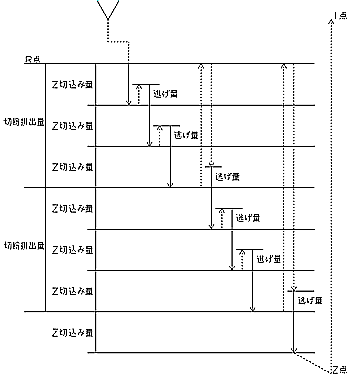
| 切屑排出回数 | CZEJNUM | 1 | |
| Z切込み量 | CZSTEP | 5 | |
| 逃げ量 | CZTHICK | 1 | |
|
・逃げは早送りで動きます。2段目以降、直前に加工した位置のd |
|||