工程コードファイル
![]()
|
運用について
|
|
工程コードファイル |
|
|
|
|
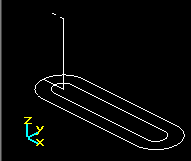
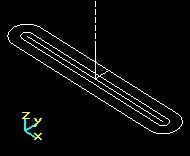
回り止め穴加工
|
CGDET00
|
||
|
経路例
|
項目名
|
変数名
|
初期値
|
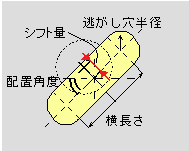
| 横長さ | CWIDTH | 0 | |
| コーナー半径 | CCNR | 0 | |
| 回転角度 | CROT | 0(度) | |
| XY切削幅 | CXYSTOCK | 0 | |
| XY切り込み量 | CXYSTEP | 0 | |
| XY残り代 | CXYTHICK | 0 | |
| 切削開始高さ | CSHEIGHT | 0 | |
| Z切り込み量 | CZSTEP | 0 | |
| Z残り代 | CZTHICK | 0 | |
| 円弧アプローチの円弧半径 | CAPARCRD | 0 | |
| 円弧アプローチの円弧角度 | CAPARCAG | 0(度) | |
| 径補正(1:ON) | CDCOMP | 0 | |
| Z方向送り速度 | CZFEED | 0 | |
|
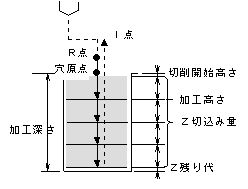
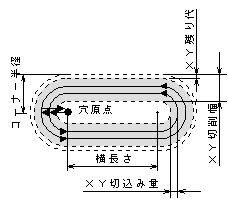
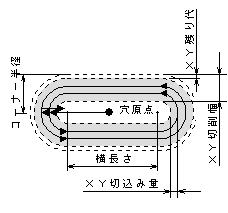
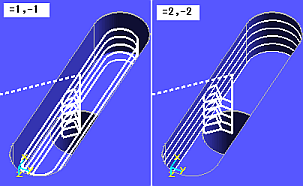
回り止め穴加工は、横長さとコーナー半径で表される長円の内側をポケット加工する経路を作成します。 【経路-深さ方向】
【経路-平面方向】
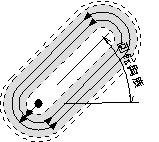
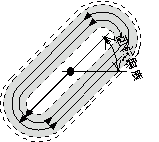
【回転角度】
【アプローチ】
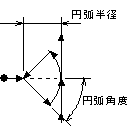
【円弧アプローチ】
【Z方向送り速度】
|
|||
|
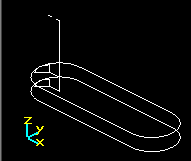
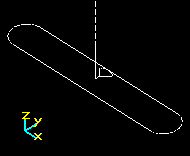
長穴加工
|
CGDET01
|
||
|
経路例
|
項目名
|
変数名
|
初期値
|
| 横長さ | CWIDTH | 0 | |
| コーナー半径 | CCNR | 0 | |
| 回転角度 | CROT | 0(度) | |
| XY切削幅 | CXYSTOCK | 0 | |
| XY切り込み量 | CXYSTEP | 0 | |
| XY残り代 | CXYTHICK | 0 | |
| 切削開始高さ | CSHEIGHT | 0 | |
| Z切り込み量 | CZSTEP | 0 | |
| Z残り代 | CZTHICK | 0 | |
| 円弧アプローチの円弧半径 | CAPARCRD | 0 | |
| 円弧アプローチの円弧角度 | CAPARCAG | 0(度) | |
| 径補正(1:ON) | CDCOMP | 0 | |
| Z方向送り速度 | CZFEED | 0 | |
| シフト量 | CSFT | 0 | |
|
長穴加工は、横長さとコーナー半径で表される長円の内側をポケット加工する経路を作成します。 回り止め穴との違いは、原点が中央にあることと、下穴も中央に開ける前提で、アプローチ位置が中央となっています。 【経路-深さ方向】
【経路-平面方向】
【回転角度】
【アプローチ】
【円弧アプローチ】
【Z方向送り速度】
【シフト量】
|
|||