|
真円加工は、穴径を直径、加工深さを高さとする円筒の内側をポケット加工する経路を作成します。
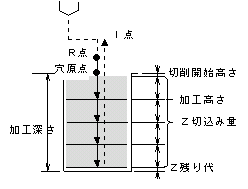
【経路−深さ方向】
- 穴原点からZ切込み量分下がった高さに最初の経路を作成します。
ただし、切削開始高さが0でない場合、穴原点から「切削開始高さ+Z切込み量」分下がった高さに最初の経路を作成します。
- 最初の経路を作成後、加工深さまでZ切込み量ずつ下がる高さに経路を作成します。
- 最後の経路は加工深さの高さに作成されます。
ただし、Z残り代が0でない場合、加工深さからZ残り代分上がった高さに最後の経路を作成します。
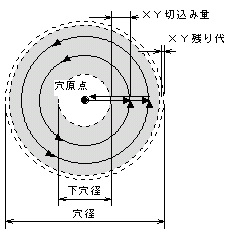
【経路−平面方向】
- 穴原点からXY切込み量分外側に最初の周回経路を作成します。
ただし、下穴径が0でない場合、穴原点から「下穴径/2+XY切込み量」分外側に最初の周回経路を作成します。
- 最初の周回経路を作成後、穴径を直径とする円の外周までXY切込み量ずつ外側に周回経路を作成します。
- 最も外側の周回経路は、「穴径/2−工具径/2」を半径とする円周上に作成されます。
ただし、XY残り代が0でない場合、「穴径/2−工具径/2−XY残り代」の円周上に最も外側の周回経路が作成されます。
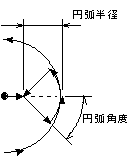
【円弧アプローチ】
- 円弧アプローチの円弧半径、円弧角度が0でない場合、 周回経路ごとに円弧アプローチが追加されます。
ただし、円弧半径が下穴径/2以上の場合、円弧アプロー チは追加されません。
- 円弧アプローチの円弧半径、円弧角度が0以外で径補正が1か−1の場合、周回経路に径補正コードが追加されます。
- 径補正が「0」の場合、径補正コードは追加されません。
径補正が「1」の場合、G42(工具進行方向に対して右側に補正)の補正コードが追加されます。
径補正が「−1」の場合、G41(工具進行方向に対して左側に補正)の補正コードが追加されます。
ただし、径補正コードの追加は、円弧アプローチが正しく追加された場合に限ります。
【Z方向送り速度】
- 工具が次の加工高さへ下りるときの送り速度です。
0以下の場合、工具情報の送り速度でZ方向へ移動します。
- Z方向送り速度は、R点高さから適用されます。R点高さまでは早送りの移動になります。
- 加工高さでのXY方向の移動は、工具情報の送り速度が適用されます。
- 加工終了後、穴の最底から工具が回避するときの送り速度は、早送りになります。
【全円出力】
- 全円出力が「0」の場合、真円が3つの円弧に分割されてNCデータに出力されます。
- 全円出力が「1」の場合、真円がそのまま1つの円としてNCデータに出力されます。
|