|
基本操作
|
 径補正チェック
径補正チェック
|
基本操作
|
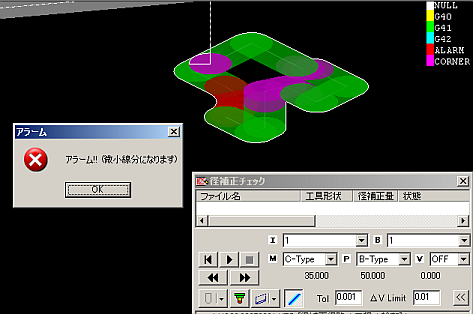
径補正コ−ド出力指定(G41,G42)で作成した経路を、擬似的にアラームチェックします。
チェックできる対象の経路は1個のみです。
複数経路を同時に経路エディタPROで開き、径補正チェックを起動しても、2個目以降の経路はチェックの対象となりません。
径補正コ−ド出力指定は、輪郭、輪郭削り残し、等高線(2.5D)、等高線仕上げ、側面仕上げ、自由経路の経路作成機能のみで対応しています。
径補正コ−ド出力指定で作成していない経路では、ステップ表示機能と似た動きをするのみです。
FANUCコントローラマニュアルを参考していますが、実際の動きは工作機械メーカーやコントローラによっても異なり、擬似的にチェックを行うことだけを意図しています。
この機能でアラーム表示しなくても、工作機ではアラームとなったり、アラーム表示しても、工作機では逆にアラームとならい場合があります。
<アイコンとパラメータの意味>
円弧 直線 FANUCコントローラでいうところの、G39なし、工具径補正Bに当たります。
経路の角のところで、2要素オフセットにより離れる場合、2、3個の直線指令で補間する軌跡となります。
(工具径補正Cは対応していません。)
A−Type M:円弧のとき、 スタートアップ、キャンセルの軌跡を2タイプ(パラメータCSUに相当)から選択します。
補正中の工具経路はどちらも同じです。
タイプA:工具は補正位置への最短経路を通ります。
B−Type タイプB:工具はつねに次のブロックの始点から半径分以上離れて停止しています。
タイプBの起動時の工具経路は、タイプAの場合に発生することがある切込み過ぎを防ぐため、NC内部で移動ブロックを生成することがあります。
ON(OFF) 干渉チェック処理でベクトル反転のチェックをするか否かの切り替えです。 (FANUCのパラメータCNCに相当。)
プログラムされたブロックの移動方向と対応する工具中心通路の移動方向が相違するかのチェックです。
0.001 円弧
・交点ありと見なす許容誤差
・微小要素と見なす許容誤差
直線
・内部での三角関数のエラー回避用に使用
0.01 工具径で塗り潰しを表示するかを表示します。
塗り潰しの色の意味は、画面右上に現れます。