|
出力制御ファイル(xmpファイル)エディタ
|
| 各パラメータの編集 |
|
出力制御ファイル(xmpファイル)エディタ
|
| 各パラメータの編集 |
|
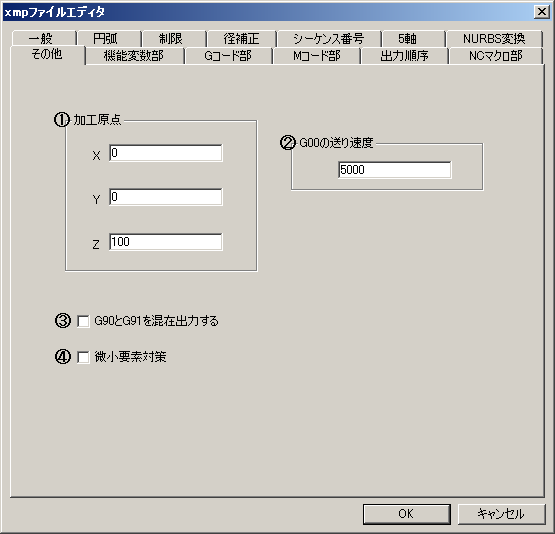
加工原点
加工原点を指定します。(この値をマクロで参照して工具交換時の移動に利用できます。また、NT表示コマンドの加工原点座標としても使用されます。)
default.xmpの変更例)
!G00!!G90!$ORIGINX$$ORIGINY$
!G43!$ORIGINZ$$COMPH$<V1=PARA_ORIGINX>
<V2=PARA_ORIGINY>
<V3=PARA_ORIGINZ>
!G00!!G90!$V1$$V2$
!G43!$V3$$COMPH$
G00の送り速度
帳票出力で早送りの移動時間を求める時に使用します。
G90とG91を混在出力する
G90とG91の混在出力を行うかどうかを選択します。(経路のピック部に対してABS/INCで選択したものとは異なる座標系を出力します。)
微小要素対策
ONにした場合、システムが微小要素を自動算出し調整を行います。