側面仕上げ…オプション

|
機能パラメータ
|
|
側面仕上げ…オプション |
|
|
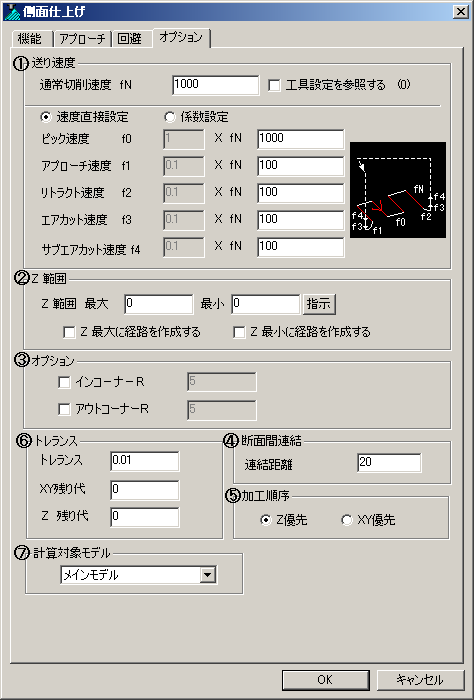
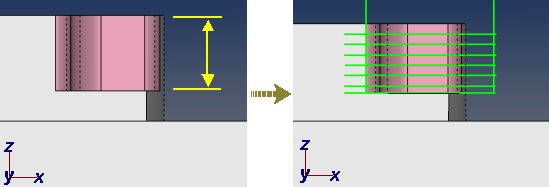
部分加工の目的で、側面に沿った仕上げ経路を作成します。
画面上をマウスでクリックすると、各パラメータを説明します。
|
通常切削速度:
切削速度を入力します。工具設定を参照する:
工具パラメータに設定されている送り速度を参照するかどうかを設定します。
工具パラメータの[送り速度]を参照する場合、[通常切削速度]には、その値が反映されます。
通常切削速度以外の速度では、直接に送り速度を指定するか、通常切削速度に対する係数で指定するかを選択できます。
速度直接指定:
通常切削速度以外の速度を、直接に送り速度を指定します。
係数指定:
通常切削速度以外の速度を、通常切削速度に対する係数で指定します。
ピック速度:
ピック速度を入力します。
ある断面から次の断面に切削で移るときのピック部分につく送り速度です。アプローチ速度:
アプローチ速度を入力します。
形状沿いアプローチ、スパイラルアプローチや、自動で水平方向からアプローチする部分につく送り速度です。リトラクト速度:
リトラクト速度を入力します。
自動で水平方向へリトラクト付加する部分に付く送り速度です。エアカット速度:
エアカット速度を入力します。
エアカット[直接]を指定している場合、あるいは、ある断面から次の断面で垂直に降りる箇所に付く送り速度です。サブエアカット速度:
サブエアカット速度を入力します。
エアカットをサブエアカット付きにしている場合、サブエアカットの部分に付く送り速度です。
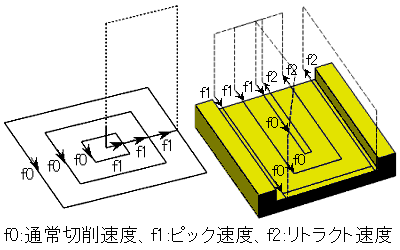 |
(パネル上のアイコンは、送り速度がつく部位のイメージを表しています。実際に作成する経路形状ではありません。)
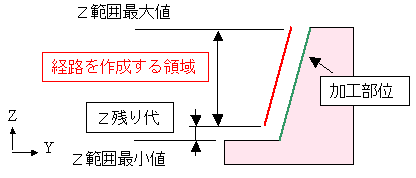
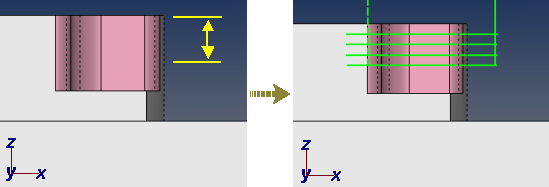
 Z範囲
Z範囲
経路を作成するZ範囲を指定します。
[指示]を押すとSpace-E/Modelerから高さを指示します。
|
通常、Z範囲を指定しない場合の経路を作成するZ領域は、
側面のZ最大からZ最小までになります。 |
 |
|
範囲を指定すると、Z方向の領域を調節できます。 なお、Z範囲の最大値、最小値は、
側面のZ最大からZ最小の間に存在しなければなりません。 |
 |
 |
Z最大に経路を作成する :
Z範囲最大の高さに経路を作成するかを指定します。Z最小に経路を作成する :
Z範囲最小の高さに経路を作成するかを指定します。
Z最小に経路を作成 : OFF
Z最小に経路を作成 : OFF
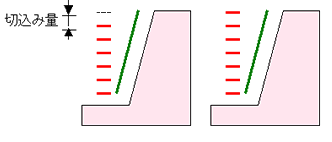
Z最小に経路を作成 : ON
Z最小に経路を作成 : ON
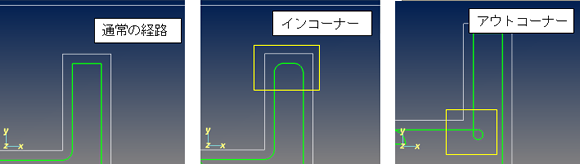
インコーナーR:
経路のインコーナー部に円弧を付けます。高速切削での減速回避、コーナー部での削り込みを防止します。
インコーナーに付く円弧の大きさ(半径)を指定します。
アウトコーナーR:
垂直方向の角部を工具ダレから保護します。角部には円弧によるループ形状が作成されます。
 |
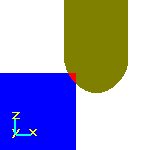
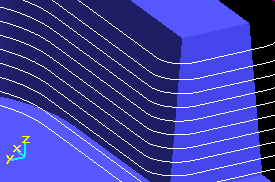
エッジ保護をする:
水平方向の角部を工具ダレから保護します。角部を通過する経路は出力しません。
 |
 |
 |
|
チェックしない場合
|
チェックした場合
|
経路の間をピックで接続する幅を指定します。
・Z優先 :場所単位で加工します。 断面が開いていると、XY方向になることがあります
・XY優先:Z切込みの高い順で加工します。
※離れた場所の側面を同時登録すると、別々の側面群とみなします。そのため「加工順序」がXY優先であっても、Zの高い順に経路作成はせず、また「連結距離」以内の側面の間も経路連結・横断して効率的に加工するような経路とはなりません。
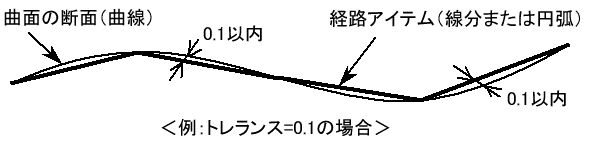
曲面上で、経路を作成するときの許容誤差を入力します。曲面との誤差がこれ以下になるように計算します。この値を大きくすると、基の曲面形状との誤差が大きくなり、加工表面が粗くなります。 小さくすると誤差は小さくなりますが、経路のアイテム数が多くなりNCデータ量も多くなります。
 |
XY残り代:
立ち壁に接する境界に対する底面内側への削り残し量です。
Z残り代:
Z方向への削り残し量です。 XY残り代、Z残り代は底面以外のモデルの他の面にも適用します。
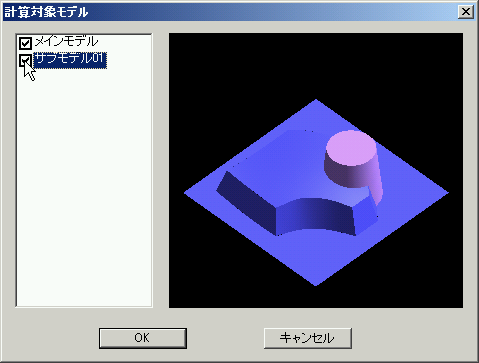
メインモデル、メインモデル+サブモデル、自由に組み合せから計算対象とするモデルを選択します。
「自由に組み合わせ」を選択すると、計算対象モデル設定ダイアログが表示されます。計算対象モデル設定ダイアログでは、モデル設定ダイアログでモデルを設定したツリーアイテムが表示されるので、計算対象とするモデルにチェックします。
 |
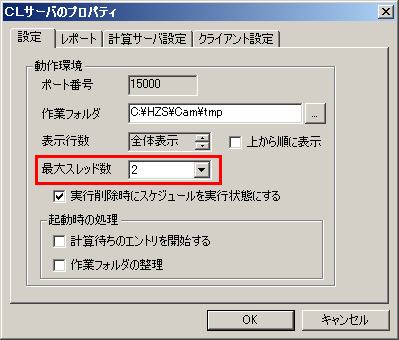
● デュアルCPU対応について
デュアルCPUマシンやマルチコアCPUのマシンに対してCPUを有効に使用する計算が行えます。以下の設定をすればデュアルCPUでの計算速度が[1]の設定よりも速くなります。但し側面仕上げ自体に指定できる面群の規模によってはスレッド数設定による効果は少ないことがあります。
詳細はCLマネージャーの「設定」の欄を参照ください。
 |

 送り速度
送り速度 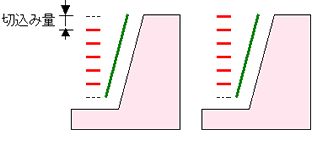
 連結距離
連結距離