電極加工機能
![]()
|
工程設計
|
|
電極加工機能 |
|
|
|
このページでは、電極加工機能とその一連の操作について説明しています。
| ・概要 |
| ・電極形状の取り込みと電極情報の反映・設定 |
| ・減寸量(放電ギャップ)の加工への反映 |
| ・制限項目 |
 |
電極形状の加工を行う際に、「モデルの減寸量の設定する」ことで、設定されたモデルに対して揺動量(放電ギャップ)を考慮した加工を行うことができます。これにより、電極作成時に工程毎に必要な、残り代等の揺動代(放電ギャップ)を考慮したパラメータ設定が簡易化されます。
また、Space-E/Modeler上で設計時に登録した電極情報から加工に必要な情報を、電極形状の取り込み時に取得し、減寸量の設定に反映することで、加工パラメータの自動設定が行なわれます。
これらの機能により、電極加工のオペレートの簡易化、設定の自動化による人為的ミスの減少をさせることができます。
 電極形状の取り込みと電極情報の反映・設定
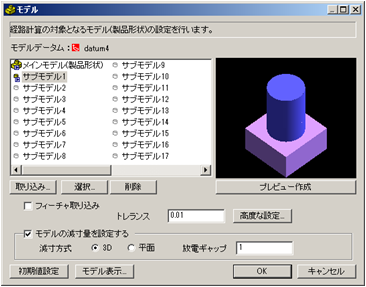
電極形状の取り込みと電極情報の反映・設定メインモデルの「取り込み...」を行った際に、指定されたモデルに電極形状が含まれていた場合、以下のようなのメッセージパネルが表示されます。
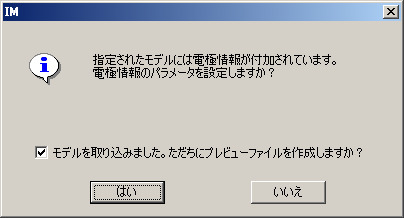
ここで、「はい」が押された場合、取り込んだ電極形状がもつ電極情報を基に、形状、パラメータの設定が行われます。(「いいえ」の場合は通常のモデル取り込みと同じ)
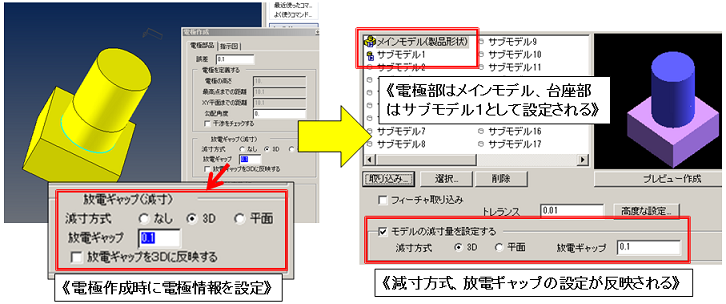
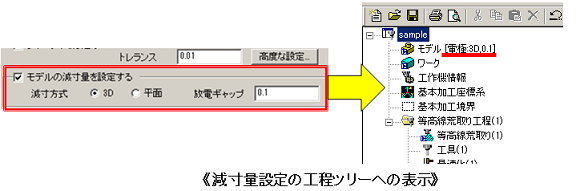
反映が行われるパラメータは「減寸方式」、「放電ギャップ」の2つです。(このパラメータは取り込み時の自動設定だけでなく、別途手動での設定も可能です)
ただし、Modeler上の電極設計時に「放電ギャップを3Dに反映する」がONで作成されたモデルに関しては、減寸量が既にモデルの形状に反映されているため、パラメータの反映は行われません。(「モデルの減寸量の設定する」がOFFになります)
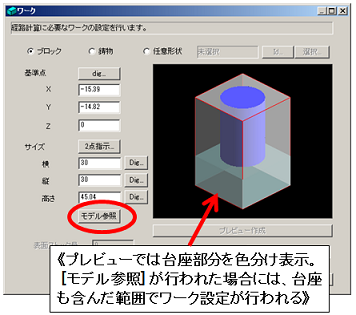
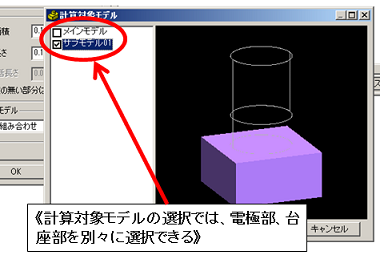
また、電極部、台座部の形状が取り込まれている場合には、電極部がメインモデル、台座部がサブモデル1としてモデル設定されます。
電極台座として取り込まれた台座部の形状(サブモデル1)は、計算対象モデルの設定以外(ワーク、加工範囲設定時)ではメインモデルと同様に扱われます。
また、モデル設定にて「モデルの減寸量の設定する」がONの場合、工程ツリーのモデルノードに、設定されている「減寸方式」、「放電ギャップ」の値が表示されます。
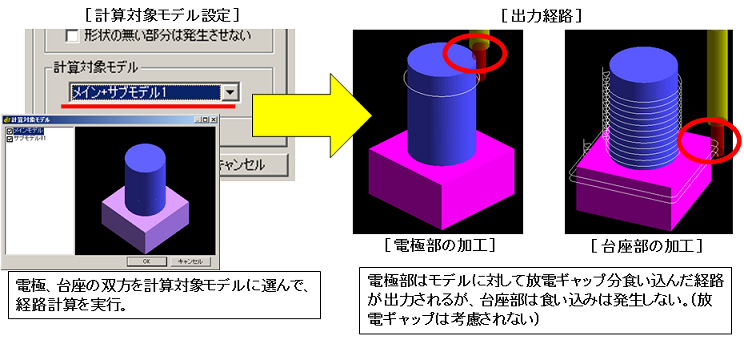
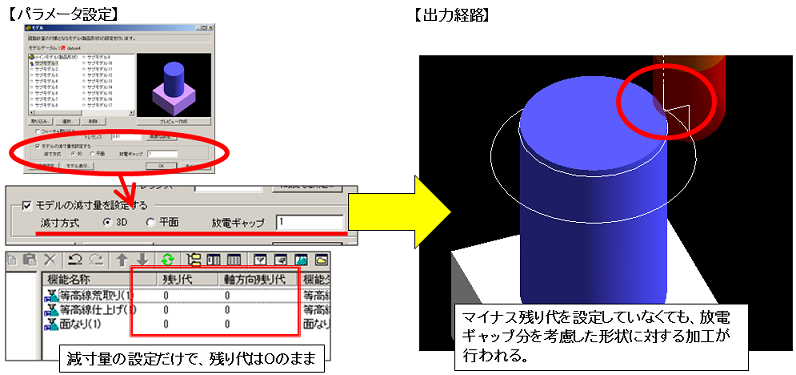
減寸量(放電ギャップ)の加工への反映「モデルの減寸量の設定する」がONの状態で経路計算を行った場合、出力経路は設定されたモデルに対し放電ギャップ分食い込んだ経路が出力されます。
結果として、作成される加工形状は、設定されたモデルより放電ギャップ分小さい形状となります。
ただし、この減寸量(放電ギャップ)が考慮された加工がおこなわれるのは、電極部(メインモデル)のみです。
台座部の加工については、放電ギャップは考慮されません。
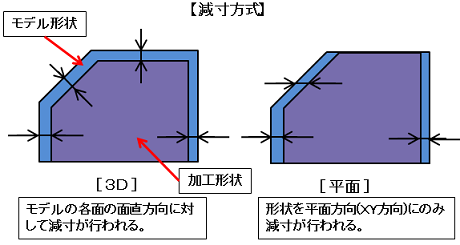
・減寸方式
減寸方式の設定により、加工形状がモデルに対して放電ギャップ分小さくなる方向が異なります。
減寸方式が「3D」の場合はモデルの各面の面直方向に対して、減寸(形状を小さくする)が行われるのに対し、「平面」の場合はXY方向にだけ減寸が行われます。
制限項目「減寸方式」が「3D」の場合に減寸できない機能:
ポケット、輪郭、輪郭削り残し、3Dプロファイル、側面仕上げ、底面仕上げ、 底面仕上げ削り残し、隅部加工「減寸方式」が「平面」の場合に減寸できない機能:
一定肉厚荒取り、削り残し、突き、螺旋荒取り、リブ加工、 特殊ペンシル(高精度モードOFFの場合)、5軸機能全般減寸が考慮できない機能:
自由経路、往復突き、投影([高度な設定]‐[工具径を考慮しない]がONの場合
例外となる機能:ポケット、輪郭、輪郭削り残し、3Dプロファイル、側面仕上げ、底面仕上げ、 底面仕上げ削り残し、隅部加工
注)フラット工具を使用する場合でも、残り代未満の値であれば放電ギャップは設定可能です。(たとえば残り代が1.0の場合は放電ギャップが1.0より小さい値であれば、フラット工具も使用できます)