|
運用編
|
|
出力制御ファイル |
|
|
|
|
運用編
|
|
出力制御ファイル |
|
|
|
加工条件テーブルについて
加工条件の出力形式としては、入力値をそのまま出力する方法と、入力値とNCコードのテーブルをNCデータのはじめに出力して、実際の移動用のブロックには作成したテーブルのアドレス部を出力する方法があります。
ここでは加工条件のテーブルを利用する方法を説明します。
加工条件テーブルを利用するための手順は次の通りです。
1.加工条件テーブルを出力する位置に予約語"$WCOND1TBLOUT$を記述する 2.加工条件1を出力させる予約語"$WCOND1$を記述する 3.加工条件テーブルの「加工条件部」と「アドレス部」を定義する 1.加工条件テーブルを出力する位置に予約語"$WCOND1TBLOUT$を記述する
[MacroStart]
@0@%
@0@$PROGRAM$
!G90!G92$ORIGINX$$ORIGINY$
$WCOND1TBLOUT$
!*G17!2.加工条件1を出力させる予約語"$WCOND1$を記述する
[MacroWireMovement]
$WMOVE$$WCOND1$3.加工条件テーブルの「加工条件部」と「アドレス部」を定義する
[MacroCond1Tbl1]
@0@/$WTBL$
[MacroCond1Tbl2]
<D=V2>$D$ここでは加工条件1の加工条件テーブルを作成する方法を示しています。
このように設定することにより次のようなNCデータを作成できます。
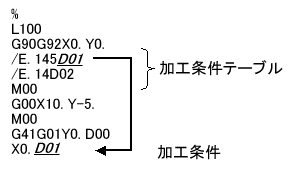 |
加工条件テーブルには経路に含まれるすべての加工条件の中から、同じ加工条件を取除き、さらに加工条件の文字列を降順に並び替えたものが出力されます。
テーパ属性の場合は必ず正負両方の角度のテーブルが作成されます。
これは「逆転」方向に加工を行う場合、設定したテーパ角度の正負が逆転するためです。
加工条件テーブルの「加工条件部」と「アドレス部」は別々のマクロで定義します。
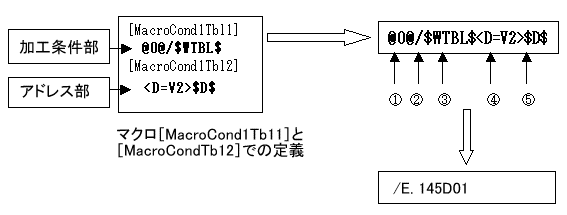 |
| このブロックにシーケンス番号を出力しないための記述 | |
| 任意文字"/"の出力 | |
| 実際の加工条件を展開するための記述 | |
|
予約語V2にシーケンスな番号が自動的に設定される。(番号は1からの追番) |
|
| 機能変数Dを展開する |




