出力制御ファイルエディタ
![]()
|
運用編
|
|
出力制御ファイルエディタ |
|
|
|
より簡単に、すばやく、出力制御ファイルの編集が行えます。
出力制御ファイルエディタを使用して編集するので、パラメータ部、NCコード部などは、ほとんどマウス操作のみで編集できます。
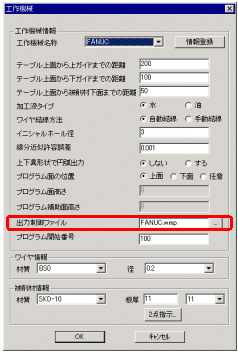
「工作機械」ダイアログの[出力制御ファイル]ボタンをクリックすることにより起動します。
編集の対象となる出力制御ファイルは、「工作機械」ダイログに表示されている出力制御ファイル名称です。
|
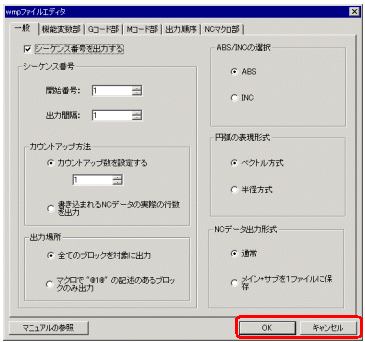
出力制御ファイルエディタの[OK]ボタンをクリックすると、マクロ部の構文チェックが行われ、エラーが無ければ編集内容がファイルに上書きされて、エディタが閉じます。
[キャンセル]ボタンをクリックすると、編集内容は破棄されて、エディタが閉じます。
 |
各パラメータの編集を行います。
 |
一般 |
| |
機能変数部 |
| |
Gコード部 |
| |
Mコード部 |
| |
出力順序 |
| |
NCマクロ |
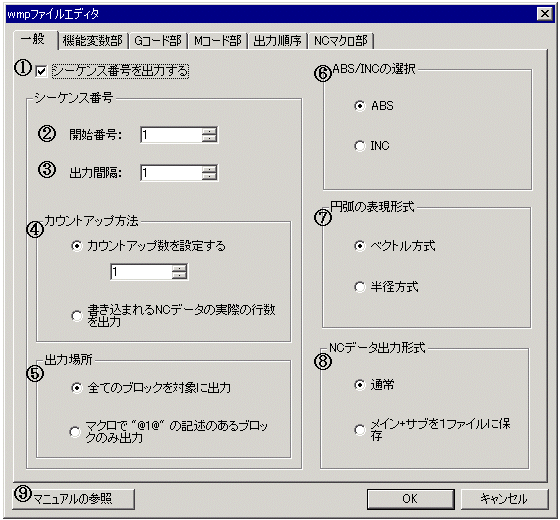
各ブロックにシーケンス番号を付加するかどうかを選択します。
シーケンス番号の開始番号を指定します。
シーケンス番号の出力間隔を指定します 。(例えば、2と指定すると、1ブロックおきにシーケンス番号が出力されます)
シーケンス番号のカウントアップ方法を選択します。
カウントアップ数を設定する:
シーケンス番号のカウントアップ数に従いカウントアップされます。
書込まれるNCデータの実際の行数を出力:
書込まれるNCデータの実際の行数が出力されます。
シーケンス番号の出力場所を選択します。
全てのブロックを対象に出力:
シーケンス番号が全てのブロックを対象に出力されます。
マクロで"@1@"の記述のあるブロックのみ出力:
シーケンス番号が"@1@"の記述のあるブロックのみ出力されます。
ABS/INCを選択します。
ABS: 座標値をABSで出力します。
INC: 座標値をINCで出力します。円弧中心の表現方法を選択します。
ベクトル方式: 円弧中心をIJKで表現します。
半径方式:円弧中心をRで表現します。NCデータの出力形式は以下の2種類から選択します。
通常: サブプロ形式でない通常の形式で1ファイルに保存します。
メイン+サブを1ファイルに保存: メインプログラムとサブプログラムを1ファイルに保存します。
オンラインマニュアルを開きます。
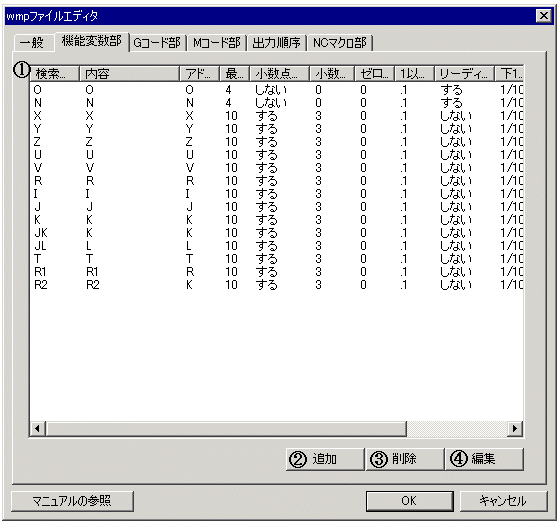
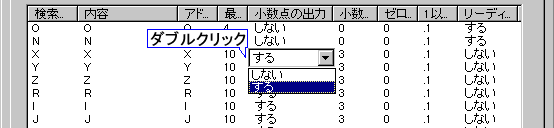
機能変数部の内容が表示されます。
また、表示エリア内はダブルクリックにより、直接項目を編集できます。
編集したい項目をダブルクリックするだけでダイレクトに変更できます。
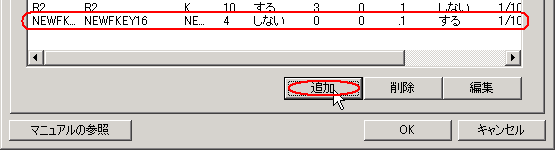
機能変数を1個追加します。
追加された機能変数は最後尾に挿入されます。
[追加]ボタンをクリックすると、最後尾に機能変数が追加されます。
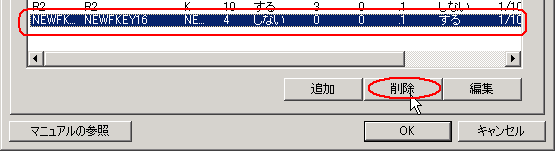
選択されている機能変数を、削除します。
削除したい機能変数を選択します。[削除]ボタンをクリックします。
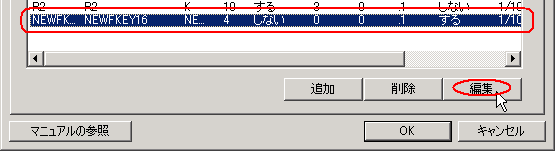
選択されている機能変数を、[機能変数部エディット]ダイアログを開いて編集します。
編集したい機能変数を選択します。
[編集]ボタンをクリックすると、[機能変数部エディット]ダイアログが開きます。
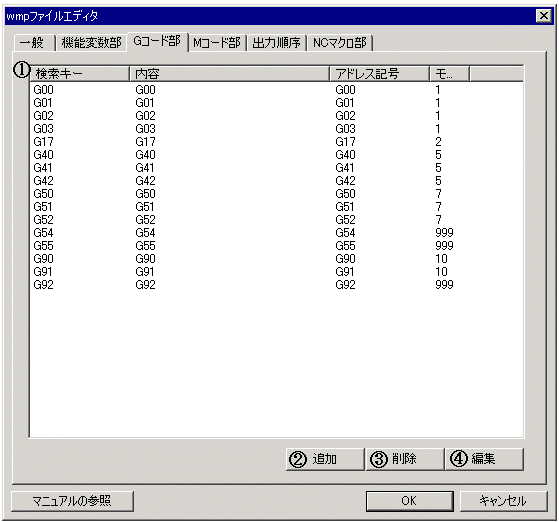
Gコード部の内容が表示されます。
また、表示エリア内はダブルクリックにより、直接項目を編集できます。Gコードを1個追加します。
追加されたGコードは最後尾に挿入されます。選択されているGコードを削除します。
表示エリア、追加、削除等の操作は機能変数部と同じです。選択されているGコードを、[Gコード部エディット]ダイアログを開いて編集します。
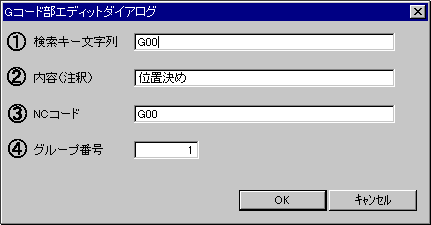
[Gコード部エディット]ダイアログ
NCコードを検索するためのキー文字列を設定します。
最大80文字で注釈を設定します。
実際にNCデータに出力するNCコードを設定します。
モーダル用グループ番号を設定します。
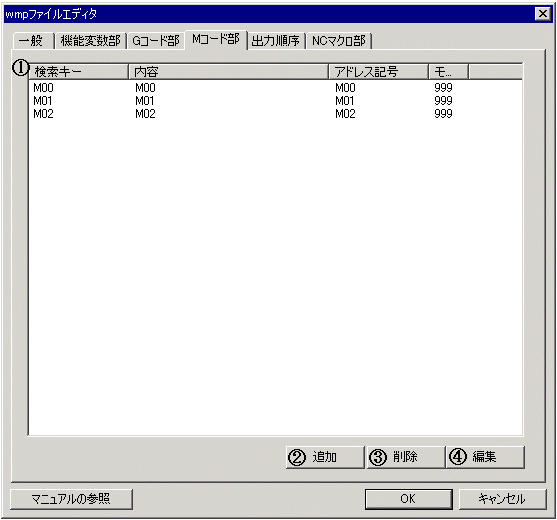
Mコード部の内容が表示されます。
また、表示エリア内はダブルクリックにより、直接項目を編集できます。Mコードを1個追加します。
追加されたMコードは最後尾に挿入されます。選択されているMコードを削除します。
選択されているMコードを、[Mコード部エディット]ダイアログを開いて編集します。
表示エリア、追加、削除等の操作は機能変数部と同じです。
また編集の操作はGコード部と同じです。
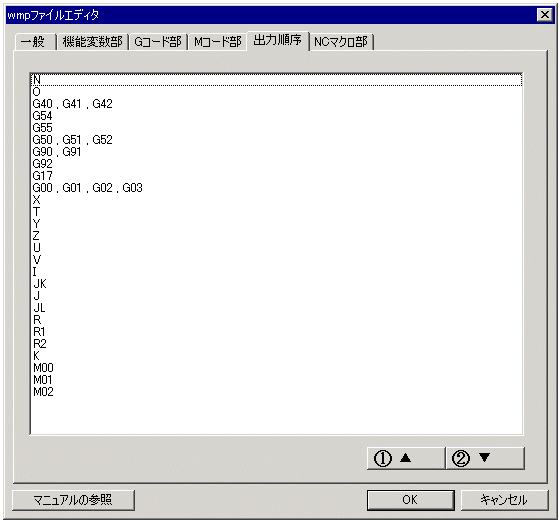
選択したNCコードを、上方向に1つ移動させます。
選択したNCコードを、下方向に1つ移動させます。
「OK」ボタンがクリックされた時と同様に、マクロ部の構文チェックを行います。
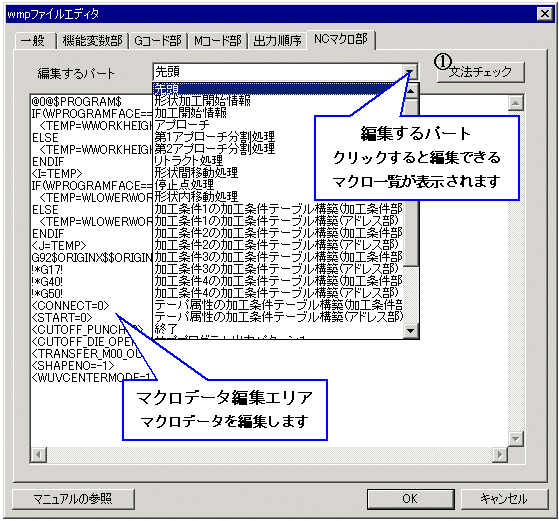
NCマクロ部の編集について
マクロデータ編集エリアは、編集可能なテキスト表示エリアで、編集したい所にマウスカーソルをおきキーボードで編集します。
また、削除、切取り、コピー、貼付けなどのWindowsの編集機能を利用することもできます。
ここで設定するデータは、すべて半角英数字で記述します。
ただし、1カラム目に"#"を記述すると、その行はコメントとみなされます。
コメント行には日本語を記述してもかまいません。
各パートでの記述内容の詳細は、NCマクロ部を参照してください。マクロ部の構文チェックについて
出力制御ファイルエディタの「OK」ボタンをクリックすると、マクロ部の構文チェックが自動的に行われます。
構文チェックはマクロ部内の「先頭」から「メインプログラム終了位置」までのマクロに対して行われます。
チェックは以下の内容に対して行われます。キーワード "!, $, @, &" の対応
IF文の書式
登録されている予約語の使用 (チェックされる予約語はキーワード "!, $, @, &" で囲まれた文字列とIF文の文字列判定で使用する予約語が対象です)
式の書式チェックの結果エラーが発見されると、その旨を「マクロチェック結果」ダイアログに表示します。注) エラーが発見されると、その箇所を修正するまで出力制御ファイルエディタを終了することはできません。 (「キャンセル」で終了はできます)
 シーケンス番号を出力する
シーケンス番号を出力する 開始番号
開始番号 出力間隔
出力間隔 カウントアップ方法
カウントアップ方法  出力場所
出力場所  ABS/INCの選択
ABS/INCの選択  円弧の表現形式
円弧の表現形式 NCデータの出力形式
NCデータの出力形式 マニュアルの参照
マニュアルの参照