5軸穴あけ機能(5軸経路・NCデータ作成機能)
|
5軸穴あけ機能(5軸経路・NCデータ作成機能) |
5軸穴あけ機能はSpace-E/5Axisで使用できる5軸工作機に対応した穴あけ用経路、および、NCデータを作成するための機能で、機械シミュレーションによる動作確認までを行うことができます。
また、通常の3軸や3.5軸の割り出し加工と異なり、自動で軸変換をおこないますので、簡単に軸方向の異なる穴を加工することが可能です。
まず、Space-E/Modelerの[メニュー]−[ツール]−[CAM起動]から加工工程設計機能を起動します。
Space-E/5Axisのライセンス登録が正常に行われていれば、加工工程設計の[メニュー]−[作成]−[機能]中の『5軸穴あけ加工』が使用可能になっています。
これを選択することで、工程ツリー内に5軸用の穴あけに必要な工程を含んだ『5軸穴あけ工程』を追加することができます。
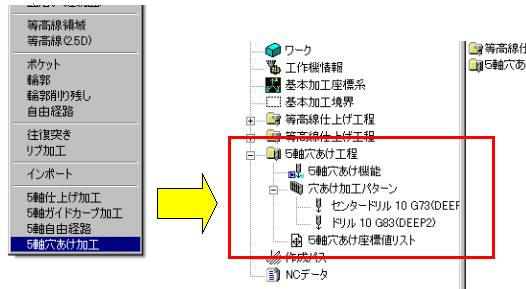 |
『5軸穴あけ工程』は、『5軸穴あけ機能』『穴あけ加工パターン』『5軸穴あけ座標値リスト』の3つのノードから構成されており、それぞれ加工順や逃げ動作の設定、使用する工具とその穴あけ動作、穴あけを行う位置と軸方向を設定します。
5軸穴あけ機能は通常の5軸機能と同じように扱われ、経路計算の実行時には5軸穴あけ工程内の各機能パラメータ設定だけでなく、5軸工作機の設定および5軸用ポストの設定を行う必要があります。
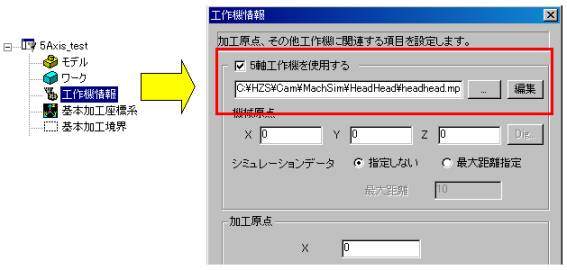
5軸工作機の設定を行うためには、加工工程設計内の工作機情報から設定パネルを立ち上げ『5軸工作機を使用する』というパラメータをONにし、使用する工作機用の5軸工作機ファイル(mps)を選択します。
 |
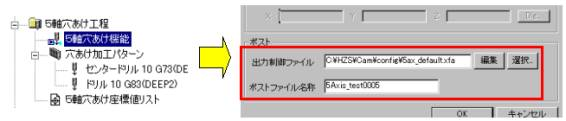
5軸用ポストの設定は『5軸穴あけ機能』の設定パネル内で行われます。
ここでは使用する5軸ポスト用の出力制御ファイル(.xfa)を設定します。
 |
その後、各機能のパラメータ設定を行い、計算実行することで、5軸穴あけ加工の経路、およびNCデータが作成されます。
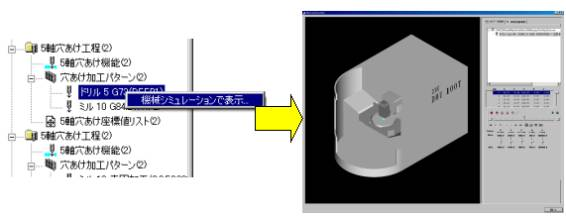
また、作成した経路は機械シミュレーションを使って確認できます。
機械シミュレーションは工程ツリー内の『穴あけ加工パターン』の子ノードである各工程パターンを右クリックすると、『機械シミュレーションで表示…』というメニューが表示されます。それをクリックすることで選択された工程パターンの動作の機械シミュレーションが起動されます。
 |
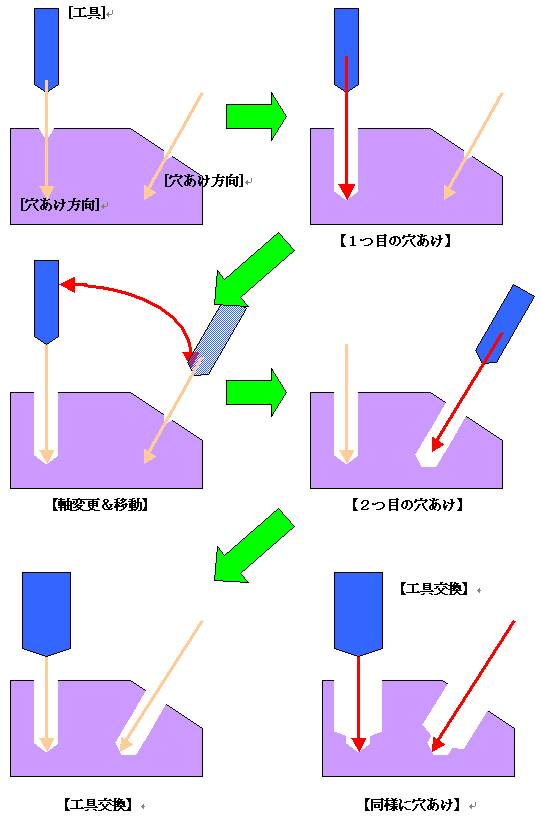
5軸穴あけ機能では穴あけを行う際、穴あけの位置だけでなく穴あけをおこなうベクトル方向を指定し、その方向の穴あけ加工を行うことができます。
穴あけを行う各穴位置でのベクトル方向は、穴あけ座標リストにおいて穴の中心座標を設定する際に、各位置のXYZだけでなく穴あけ方向(I,J,K)を各穴座標に設定することで指定できます。5軸穴あけ機能ではこのXYZIJKの6つの数値で一つの穴情報を定義します。
 |
作成される経路は、1つの穴については3.5軸機能で工具軸を設定した場合と変わりません。(通常の穴あけ機能にローカル座標変換を行った形。穴深さ、R点高さなどもローカル座標を考慮した方向への深さ、高さとなる)
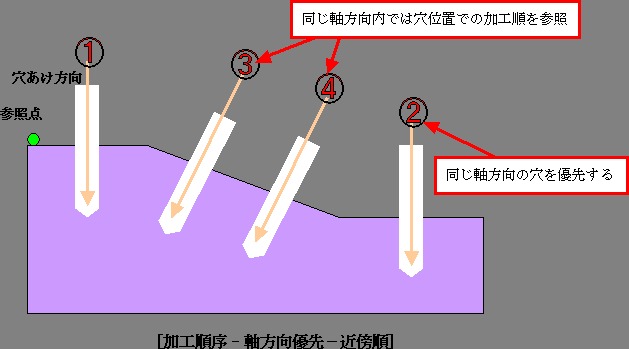
ただし、加工順およびNCデータ出力については、各軸方向ごとで穴あけ動作が行われるのではなく、各工具ごとで軸変換や出力が行われるような経路を作成します。
|
|
|
[工具毎の加工順序]
|
本バージョンでは、出力されるNCデータの出力は固定サイクルではなくGコード出力で展開された形で出力されます。NCコード内で使用される、ドウェル、逆回転などのコードは、5軸ポスト用の出力制御ファイル(.xfa)内で設定できます。また、5軸穴あけ工程のNCデータは使用する工具毎(工程パターン毎)に出力されます。
通常の穴あけ機能で使用できるサブプロでの出力は本バージョンでは対応されていません。
 |
|
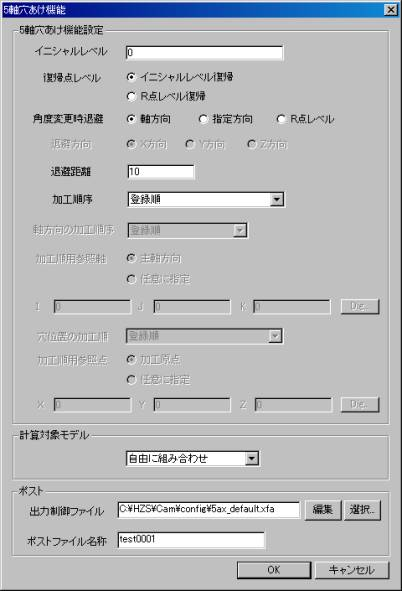
[5軸穴あけ機能設定パネル]
|
5軸穴あけ機能設定
5軸穴あけ機能パネルでは、イニシャルレベルなど復帰点の設定に加え、『穴あけ座標値リスト』に登録されている各穴の加工順や軸方向の変更時の退避動作設定などを行います。
また、ポストの出力制御ファイルの設定も『5軸穴あけ機能』で行います。・イニシャルレベル
イニシャルレベルを設定します。
・復帰点レベル
復帰点レベルを選択します。
イニシャルレベル復帰:穴あけ加工後イニシャルレベルで指定された位置まで戻ります
R点レベル復帰:穴あけ加工後R点高さまで戻ります
・角度変更時退避
加工中に工具軸の角度変更を行う際の退避方法を指定します。
軸方向:工具軸方向へ退避距離分退避します
指定方向:退避方向で指定された方向の退避距離で指定された位置まで退避します
R点レベル:R点高さまで退避します
角度変更時退避にて指定方向が選択された際に、角度変更を行う際に退避する位置の方向を指定します。
X方向:X軸方向に退避します
Y方向:Y軸方向に退避します
Z方向:Z軸方向に退避します
・退避距離
工具軸の角度変更を行う際に退避する距離を設定します。角度変更時退避にてR点レベルが指定された場合には設定できません。また、指定方向の場合、距離ではなく退避方向で指定された座標方向の指定された値の位置(回避高さ)に退避します。
加工を行う各穴の加工順序を設定します。
登録順:穴あけ座標値リストに登録されている順番に加工します
軸方向優先:各穴で設定されている軸方向を基準に加工順を決定します
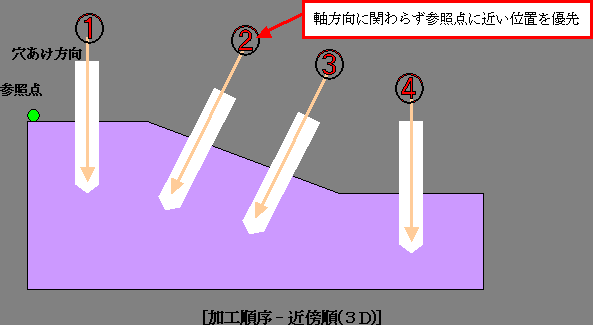
近傍順(3D):距離の近い順に加工を行います。距離が同じ場合は、Z、X、Yの各方向での距離を参照します。それも同じ場合は登録順を優先します
近傍順(XY平面優先):XY平面上での距離が近い順に加工を行います。距離が同じ場合は、Z方向の距離を参照します。それも同じ場合は登録順を優先します
近傍順(YZ平面優先):YZ平面上での距離が近い順に加工を行います。距離が同じ場合は、X方向での距離を参照します。それも同じ場合は登録順を優先します
近傍順(XZ平面優先):XZ平面上での距離が近い順に加工を行います。距離が同じ場合は、Y方向の距離を参照します。それも同じ場合は登録順を優先します
・軸方向の加工順序
加工順序にて軸方向優先が設定された場合に、どの軸方向から加工を行うかという軸ごとの加工順序を設定します。
登録順:穴あけ座標値リストに登録されている順番に軸方向をまとめて加工順を決定します
近傍順(両軸):より近い軸方向(角度変更時の回転角の小さい軸方向)を優先して加工順を決定します
近傍順(第1回転軸):第1回転軸上でより近い軸方向を優先して加工順を決定します
近傍順(第2回転軸):第2回転軸上でより近い軸方向を優先して加工順を決定します
・加工順用参照軸
加工順序にて軸方向優先が設定された場合に、最初の軸方向を決定する際に参照する軸方向を選択します。
主軸方向:主軸方向を基準に最初に加工する軸方向を決定します
任意に指定:指定されたI J Kの方向を基準に最初に加工する軸方向を決定します
・穴位置の加工順
加工順序にて軸方向優先が設定された場合に、それぞれの軸方向での各穴位置の加工順序を設定します。
登録順:同じ軸方向で穴あけ座標値リストに登録されている順番に加工します
近傍順:同じ軸方向で位置の近い順に加工順序を決定します
高い順:その軸方向での高さの高い順に加工順序を決定します(同じ高さでは登録順を参照します)
低い順:その軸方向での高さの低い順に加工順序を決定します(同じ高さでは登録順を参照します)
高い順かつ近傍順:その軸方向での高さの高い順に加工順序を決定し、同じ高さの場合には位置の近い順を優先して加工します
低い順かつ近傍順:その軸方向での高さの低い順に加工順序を決定し、同じ高さの場合には位置の近い順を優先して加工します
加工順序、もしくは穴位置の加工順にて近傍順が設定された場合に、最初の加工位置を決定するための参照点を選択します。
加工原点:加工原点に近い位置の穴を最初の加工位置に設定します
任意に指定:任意に指定された点に近い位置の穴を最初の加工位置に設定します
 |
 |
加工を行うモデルを設定します。ここで指定されたモデルは機械シミュレーションでのモデル表示にのみ使用されます。経路およびNCデータの計算には影響しません。
ポスト
・出力制御ファイル
NCデータを出力するための出力制御ファイルを指定します。
・ポストファイル名称
NCデータファイルの基準名称を設定します。
5軸穴あけ工程出力されるNCデータファイルはこの名称を基準にして各工程ごとにカウントアップした数値を最後につけた名称で出力されます。(ポストファイル名称がTESTの場合ファイル名称は各加工パターンごとにTEST01、TEST02、…と出力されます)※5軸穴あけ機能はプログラム開始番号の出力に対応しておりません。
 |
|
[穴あけ加工パターンパネル]
|
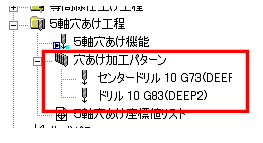
『穴あけ加工パターン』では穴あけ工程で加工する穴の、センタードリル加工から仕上げ加工までの工程を設定することができます。
パネル内では各工程で使用する工具と工程コードなどが設定できます。加工パターン設定ダイアログに工程を設定すると、工程ツリービューの加工パターンノードには、設定した工程が設定順に表示され、その工程が使用する工具の工具タイプと工具径、工程コードも表示されます。
 |
|
[工程ツリービューでの加工パターン表示]
|
【穴あけ加工パターン操作】
・工程追加・編集(各ボタン)
工程をリストに工程の追加や順番の変更、削除等が行えます。
・工具設定
リスト中の工程で使用する工具を設定します。リスト中の工具パラメータ(工具タイプ、工具径、T、D、H)をダブルクリックすることで工具パラメータ設定ダイアログが開きます。また、5軸穴あけ加工中の送り速度、回転数は各工具に設定された値が参照されます。
・工程コード
リスト中の工程での穴あけ動作を設定します。リストに登録されている各工具はここで設定された工程コードに対応した動きを、各穴座標に対して行います。リスト中の工程コード(工程コード、R点高さ、加工深さ)をダブルクリックすることで、工程コード設定ダイアログが開きます。
工程コードの詳細については、「穴あけ加工の章の 工程コードファイル→工程コードファイル」を参照ください。
なお、5軸穴あけでは、 InstallDrive:\HZS\CAM\config\default5ax.xhpを工程コードファイルとしています。
・R点高さ
穴の中心座標値からR点までの距離(軸方向−方向を正とします)を設定します。
・加工深さ
穴の中心座標値から穴底までの距離(軸方向+方向を正とします)を設定します
【工程コード】
各工程コードの動作、パラメータの設定については『CAMヘルプ』の穴あけ加工の『工程コード表』を参照してください。
ただし、G76(ファインボーリングサイクル)、G01ドリル加工、G01高速ドリル加工、G01深穴ドリル加工、G01深穴BRKCHP加工は5軸穴あけ加工では使用できません。
また、G84.2(リジッドタッピングサイクル)、G84.3(リジッド逆タッピングサイクル)での送りは毎回転送り(G95)が使用されますので、送り速度の設定に注意してください。
 |
|
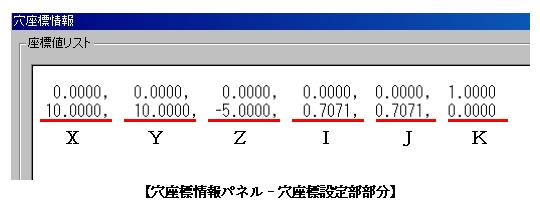
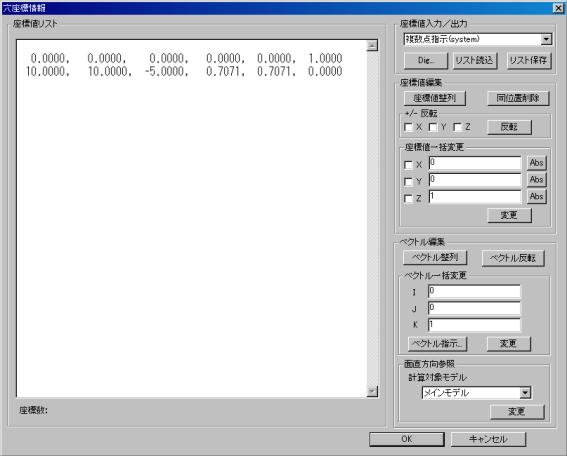
[5軸穴座標情報設定パネル]
|
座標値リストでは各穴に対してXYZ、IJKの6つの数値を設定します。
また、通常の穴あけでの設定である座標値の取り込み、ソート、編集に加えて、ベクトル方向の編集、ソート機能があります。
【5軸穴座標情報操作】
・座標値の入出力
座標値リストエリアに座標値を読込みます。
Digボタンをクリックした場合は、選択されている指示方法がCAD上で実行されます。
指示方法は以下の通りです。各機能の詳細はこちらを参照してください。・複数点指示(system)
・複数点指示
・領域指定(点要素)
・領域指定(点要素/XYソート)
・領域指定(点要素/渦巻ソート)
・領域指定(円要素)
・領域指定(円要素すべて)
・領域指定(円回転コピー)
・平面指定(円要素)
・円筒形状抽出
[円筒形状抽出]以外の方法で座標値を取り込んだ場合、IJKの値は{I,J,K}={0.0, 0.0, -1.0}(3軸での穴あけ方向)が初期値として取り込まれます。
・リスト読込、保存
リストは通常の穴あけと同様に.xplファイルを使用した読み込み、保存ができます。
読み込み時にファイルにIJKの情報がない場合は、3軸での穴あけ方向を初期値としてIJKの値に入力します。『5軸穴座標リスト』内でファイルの保存が行なわれた場合にはIJKの情報も同時に書きこみを行い、次回読み込み時にその情報は反映されます。(IJKの情報が存在するファイルが通常の穴あけ機能で読み込まれた場合には、IJKの値は無視されます)・同座標値整列
行の各穴情報を整列させます。
・位置削除
リスト内の同一座標にある穴を削除します。残される穴情報は登録順の早い方が優先されます。
・+/‐反転
リスト内の選択されている行の各穴の位置に対して指定された座標方向の+/‐を反転させます。この時、IJKの値は変化しません。
・座標値一括変更
リスト内の選択されている行の各穴の位置に対して指定された座標の値を変換します。この時、IJKの値は変化しません。
・ベクトル整列
リスト内の選択されている行の各穴情報をベクトルを基準にソートさせます。優先順位はI→J→Kの順番です。
・ベクトル反転
リスト内の選択されている行のIJKベクトルを反転させます。
・ベクトル一括変更
リスト内の選択された行のベクトルを指定された値に変更します。『ベクトル指示』では2点を指示することでIJKの値をCAD側から取り込むことができます。
・面直方向参照
リスト内の選択された各点のIJKを指定された面(計算対象モデル)の面直方向へ変更します。選択されている点に指定されている面上にない点が含まれている場合、この動作はエラーを返します。
また、この面直方向参照を行うためには指定された計算対象モデルのモデルファイルもしくはプレビュー表示用のファイルが必要です。エラーになる場合、一度モデルの内部計算を行ってから、再度動作を実行してください。
5軸穴あけ機能に伴い、穴あけ加工で使用するコードについての設定が追加されました。
xfaファイルエディタの指定コードにて穴あけ加工で使用するコードが設定できます。また、ここで指定をする文字列には5軸機能のNCマクロで使用できる予約語が使用できます。
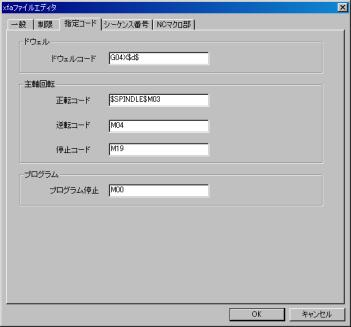 |
・ドウェルコード
ドウェルを行う際にNCデータに出力するコードを指定します。
・正転コード
主軸回転を正転させる際にNCデータに出力するコードを指定します。
・逆転コード
主軸回転を逆転させる際にNCデータに出力するコードを指定します。
・停止コード
主軸回転を停止させる際にNCデータに出力するコードを指定します。
・プログラム停止
NCプログラムを一時停止させる際にNCデータに出力するコードを指定します。
5軸穴あけ機能に伴い、NCマクロで使用できる予約語に以下が追加されました。
|
予約語 |
展開される値、文字列 |
|
$d$ |
パラメータで指定されるdの値が展開される |
|
$q$ |
パラメータで指定されるqの値が展開される |