5軸ポスト
|
5軸ポスト |
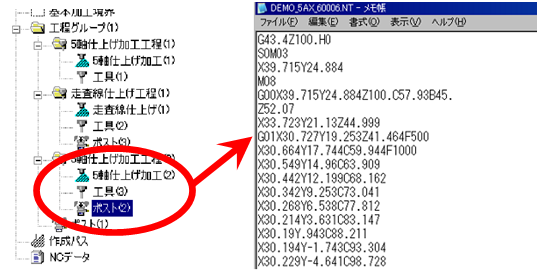
5軸経路計算機能にて作成された経路に対し、3軸機能と同様のポストをおこなうことで5軸のNCデータを出力することができます。
このポストは複数工程・経路に対しても処理を行うことができ、また3軸と5軸の経路が混合する場合でも出力が可能です。
 |
これに伴い3軸経路用の出力制御ファイル(.xmp)の内容に5軸用のパラメータが追加されています。
各パラメータについては『ポスト出力制御パラメータ』を参照してください。
サンプルとして次の5つの.xmpファイルを用意しています。(X:\HZS\CAM\config\ 5ax_default.xmp (XはCAMのインストールドライブ))
Xmpファイル名称 内容 5ax_default.xmp ファナック用xmpファイル 5ax_default35a.xmp ファナック用xmpファイル(3.5軸対応) 5ax_default_heiden.xmp ハイデンハイン用xmpファイル 5ax_default_ISO.xmp ハイデンハインISO用xmpファイル 5ax_default_Siemens.xmp シーメンス用xmpファイル
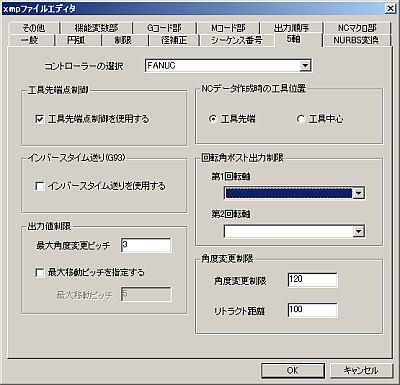 |
【制限】
コントローラーの選択にて『Heidenhain』『Heidenhain(ISOモード)』『Siemens(角度ベクトル出力)』が選択されている際に円弧を含んだ3軸経路をポスト出力した場合、円弧部分は全て線分近似された形でNCデータは出力されます。(これらのモードでは全て5軸経路として処理されるため)
また、『5軸穴あけ機能』で出力された経路については3軸と同様のポストでの出力は行えません。
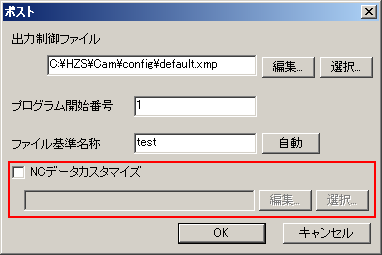
ポストでのデータ出力後の編集や、マクロ等現状のポスト機能では対応が十分でない出力形式対応するためのNCデータ出力のサポート機能です。
[選択...]を指示すると、ブラウザでNCデータカスタマイズのファイル(.ncd)を選択できます。
[編集...]ボタンで、NCデータカスタマイズのパラメータを編集します。 NCデータカスタマイズの詳細については「オンラインヘルプのNCデータカスタマイズ」を参照ください。
5軸経路計算機能にて作成された経路に対し、3軸機能と同様のポストをおこなうことで5軸のNCデータを出力することができます。
5軸経路およびマクロ出力について、新しい変数が追加されています。
機能変数について追加されているものは以下の通りでです。
|
機能変数 |
|
|
A |
X軸周りの回転角の出力変数 |
|
B |
Y軸周りの回転角の出力変数 |
|
C |
Z軸周りの回転角の出力変数 |
また、マクロで使用できる予約語などについて5軸経路に使用できるものが新規追加されています。
|
予約語 |
展開される値、文字列 |
|
$5AX_ANGLE1START$ |
加工開始点での第1回転角の角度を出力します この予約語は変数としても参照できます |
|
$5AX_ANGLE2START$ |
加工開始点での第2回転角の角度を出力します この予約語は変数としても参照できます |
|
$5AX_ANGLE1END$ |
加工の終了点での第1回転角の角度を出力します この予約語は変数としても参照できます |
|
$5AX_ANGLE2END$ |
加工の終了点での第2回転角の角度を出力します この予約語は変数としても参照できます |
|
$5AX_LASTANGLE1$ |
前工程の最終加工の終了点での第1回転角の角度を出力します この予約語は変数としても参照できます |
|
$5AX_LASTANGLE2$ |
前工程の最終加工の終了点での第2回転角の角度を出力します この予約語は変数としても参照できます |
|
5AX_OUTPUT |
現在の経路が5軸経路かどうかを変数として参照します 0:5軸経路ではない 1:5軸経路である |
|
5AX_PROCESS |
ポスト処理を行う工程が5軸経路を含むかどうかを変数として参照します 0:5軸経路を含まない 1:5軸経路を含む |
|
PARA_ABSMACHINECOORDDEF |
出力制御ファイルのパラメータが工具先端点制御を使用しているかどうかを変数として参照します 0:使用する 1:使用しない |
|
PARA_USEINVERSETIME |
出力制御ファイルのパラメータがインバースタイム送りを使用しているかどうかを変数として参照します 0:使用しない 1:使用する |
| 5軸機能の回転角(オイラー角)を参照できます。このキーワードは、3.5軸機能で使用することができます。 基本加工座標系との相対値が出力されます。 |
|
|
ROTATIONPLANE_XPOINT |
フィーチャー座標系の原点(X) |
|
ROTATIONPLANE_YPOINT |
フィーチャー座標系の原点(Y) |
|
ROTATIONPLANE_ZPOINT |
フィーチャー座標系の原点(Z) |
|
ROTATIONPLANE_ZXZ_ANGLE1 |
オイラー(EULER)角 (Z−X−Z)タイプのZ軸周りの回転 |
|
ROTATIONPLANE_ZXZ_ANGLE2 |
オイラー(EULER)角 (Z−X−Z)タイプのX軸周りの回転 |
|
ROTATIONPLANE_ZXZ_ANGLE3 |
オイラー(EULER)角 (Z−X−Z)タイプのZ軸周りの回転(2回目) |
|
ROTATIONPLANE_ZYZ_ANGLE1 |
オイラー(EULER)角 (Z−Y−Z)タイプのZ軸周りの回転 |
|
ROTATIONPLANE_ZYZ_ANGLE2 |
オイラー(EULER)角 (Z−Y−Z)タイプのY軸周りの回転 |
|
ROTATIONPLANE_ZYZ_ANGLE3 |
オイラー(EULER)角 (Z−Y−Z)タイプのZ軸周りの回転(2回目) |
|
ROTATIONPLANE_ZXY_ANGLE1 |
オイラー(EULER)角 (Z−X−Y)タイプのZ軸周りの回転 |
|
ROTATIONPLANE_ZXY_ANGLE2 |
オイラー(EULER)角 (Z−X−Y)タイプのX軸周りの回転 |
| ROTATIONPLANE_ZXY_ANGLE3 | オイラー(EULER)角 (Z−X−Y)タイプのY軸周りの回転 |
| ROTATIONPLANE_ABC_ANGLE1 | 空間(SPATIAL) 角 (A B C)タイプのX(A)軸周りの回転 |
| ROTATIONPLANE_ABC_ANGLE2 | 空間(SPATIAL) 角 (A B C)タイプのY(B)軸周りの回転 |
| ROTATIONPLANE_ABC_ANGLE3 | 空間(SPATIAL) 角 (A B C)タイプのZ(C)軸周りの回転 |
| 5面加工等に使用するために、座標系、軸の情報を座標回転命令(G68)で出力する場合には以下の予約語を使用します。 | |
| 加工軸・工具軸の情報を座標回転命令(G68)で出力する場合 | |
| $5AX_OUTPUTG68COORD$ | 座標方向を参照してG68による座標回転出力のコードが展開される(G68のコードを含んだ複数行で展開される) |
| $5AX_OUTPUTG68COORD1$ | G68による座標回転出力の1行目のコードを展開する |
| $5AX_OUTPUTG68COORD2$ | G68による座標回転出力の2行目のコードを展開する(出力する必要がない場合は空白) |
| $5AX_OUTPUTG68COORD3$ | G68による座標回転出力の3行目のコードを展開する(出力する必要がない場合は空白) |
| また、座標回転命令(G68)で出力にからみ、ブロックIF文内で文字列の判定ができます。 | |
| 5AX_USEROTATEAXIS | その工程において主軸に対する角度変更の有無を示す。 0:主軸に対する角度変更がない工程(工具軸は常に主軸と同じ方向) 1:工具軸が主軸に対して傾くことがある工程 |