ポスト出力制御ファイル
|
ポスト出力制御ファイル |
ここでは5軸用のポスト出力制御ファイルの設定と作成、および使用方法などについての説明を行います。
経路5軸変換機能で使用するポスト出力制御ファイルは、経路5軸変換で出力されるNCデータのカスタマイズのための設定ファイルです。
このファイルは「xfa」の拡張子を持ち、『経路5軸変換機能』内の[オプション]−[ポスト]−[出力制御ファイル]で指定することで、ファイル内の設定を出力されるNCデータに反映することができます。
加工工程設計の[メニュー]−[ツール]内にある『5軸用ポストファイル作成』からを選択し、xfaファイルエディタを立ち上げることで、新規作成、および編集を行うことができます。
5軸用のポスト出力制御ファイルの新規作成および編集は『xfaファイルエディタ』を使用して行います。ここでは、『xfaファイルエディタ』の新規作成時、編集時の使用法について説明します。
●5軸用ポスト出力制御ファイルの新規作成
加工工程設計の[メニュー]−[ツール]内にある『5軸用ポストファイル作成』を選択すると『xfaファイルエディタ』が起動します。
 |
この時、以下のような編集タイプ選択ダイアログが立ち上がります。
 |
ここで新規作成を選択した状態でOKボタンを押すことで、新規ファイルのパラメータの設定画面に移ります。5軸用ポスト出力制御ファイルの各パラメータについては、「ポスト出力制御パラメータ」を参照してください。パラメータ設定後OKボタンを押すと、以下のようなダイアログが立ち上がります。
 |
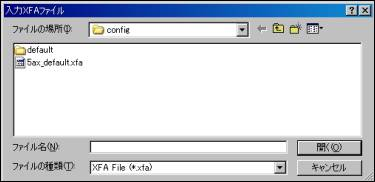
ここでOKボタンを押すと、ファイル指定ダイアログが立ち上がります。
 |
|
[出力XFAファイル指定画面]
|
ファイル名を指定し、保存ボタンを押すことで設定した名称、パラメータで5軸用ポスト出力制御ファイルが作成されます。
●5軸用ポスト出力制御ファイルの編集
加工工程設計の[メニュー]−[ツール]内にある『5軸用ポストファイル作成』から『xfaファイルエディタ』を起動してください。
 |
最初の編集タイプ選択ダイアログで、「既存のファイルを編集」を選択し、OKボタンを押すことで、入力ファイルの選択画面に移ります。
 |
ここで既存の5軸用ポスト出力制御ファイル(*.xfa)を選択することで、選択したファイルのパラメータを反映した形でパラメータの設定画面に移ります。
編集モードの場合、パラメータ設定後にOKボタンを押すと、以下のようなダイアログが立ち上がります。
 |
ここで、「上書き保存」を選択した状態でOKボタンを押すと最初に選択した既存ファイルに設定したパラメータの内容を置き換えます。
「別名で保存」を選択した場合には、出力XFAファイル指定ダイアログが立ち上がり、ファイルを出力するファイル名を指定します。
また、各5軸経路作成機能内の[オプション]−[ポスト]−[出力制御]内の編集ボタンからも『xfaファイルエディタ』を起動し、ファイルの編集を行うことができます。この場合、パラメータの設定画面には、「出力制御ファイル」に設定されているファイルの値が設定されます。
NCデータのカスタマイズを行うための、5軸用出力制御ファイルの各パラメータの解説をします。
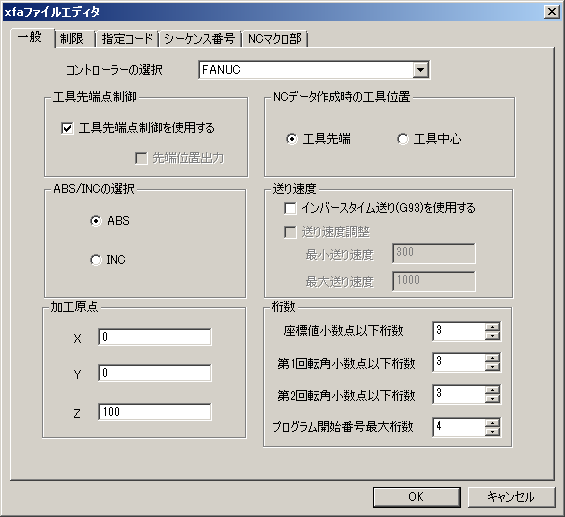 |
・コントローラーの選択
選択されている各種コントローラーに合わせた形式でNCデータの出力を行います。
FANUC:FANUC形式に合わせたNCデータを出力します
Heidenhain:
ハイデンハインのネイティブ形式に合わせたNCデータを出力しますHeidenhain(ISOモード):
ハイデンハインのISO形式に合わせたNCデータを出力しますSiemens:
シーメンスの工具先端点制御使用時の形式(角度ベクトル出力)に合わせたNCデータを出力します・工具先端点制御
出力するNCデータを工具先端点制御による動きを考慮した値で出力します。使用する5軸工作機によっては『工具先端点制御』を行えない場合もあるので、その場合は、この値をOFFにして絶対座標値での出力に切り替えて、NCデータを作成してください。
このパラメータをONにしても、工具先端点制御モードのON/OFFに対応したGコード等を自動でNCデータに出力することはありません。NCデータへの出力はNCマクロを利用して行ってください。
・先端位置出力
工具先端点制御を使用しない場合のNCデータ出力を工具の先端位置での座標出力位置で行うようにします。(通常はヘッドの先端位置で出力される)
・NCデータ作成時の工具位置
NCデータのXYZの各座標値を出力する際の工具位置を設定します。
工具先端:ボール工具先端位置を基準としたNCデータを出力します
工具中心:ボール工具の中心位置を基準としたNCデータを出力します
・ABS/INCの選択
NCコードの移動情報、角度情報の出力形式についてABS/INCの選択を行います。
ABS :座標値をABSで出力します。
INC :座標値をINCで出力します。
・インバースタイム送り(G93)
NCコードの送り速度の値(F値)をインバースタイム送りに対応した出力を行い生ます。このパラメータをONにした場合、Fコードの出力時にG93のコードを自動的に出力します。
・加工原点
加工原点を指定します。この値をマクロの予約語で参照して工具交換時の移動に利用できます。
・桁数
NCデータで出力を行う数値の小数点以下の桁数を指定できます。設定できる値は1〜8の間です。
座標値小数点以下桁数 :XYZの各座標値の小数点以下桁数を指定します。
第1回転角小数点以下桁数:第1回転角の角度の小数点以下桁数を指定します。
第2回転角小数点以下桁数:第2回転角の角度の小数点以下桁数を指定します。
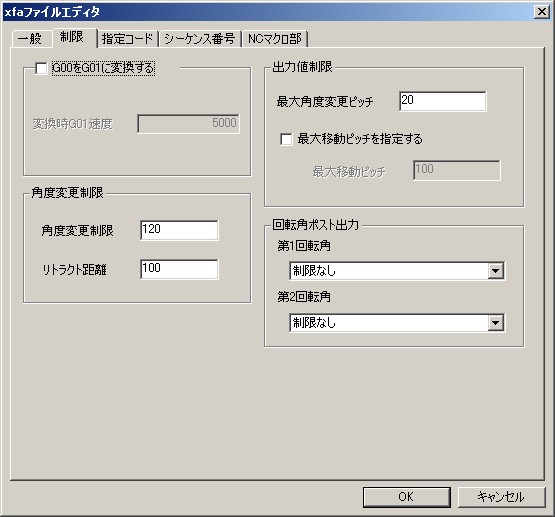 |
・G00をG01にする
早送りを切削送りに変換するかどうかを選択します。
・変換時G01速度
早送りを切削送りに変換したときの送り速度を指定します。
『G00をG01にする』をONに設定した時のみ入力できます。・最大角度変更ピッチ
角度を出力する際の前角度からの変更値の最大値を設定します。
この値以上の角度変更があった場合には、複数のブロックに分割して出力されます。
・最大移動ピッチ
XYZ移動情報の座標値を出力する際の前座標値からの変更値の最大値を設定します。
この値以上の座標値変更があった場合には、複数のブロックに分割して出力されます。
・角度変更制限
ある1地点で角度変更がある場合に、その地点で変更することができる回転角の角度を制限します。角度変更がこの値を超えた場合には、一度リトラクトした後に回転角の変更を行い、同じ位置にアプローチするように動きを変更します。
・リトラクト距離
ある地点での角度の変更地が『角度変更制限』を超えた場合に行うリトラクト距離を設定します。このリトラクトはその地点で工具軸方向に行われます。
・回転角ポスト出力
第1回転角および第2回転角のそれぞれの値の出力方法を指定します。
制限なし:回転角度の値をそのまま出力します
角度を360度以内で出力する:
回転角の角度が0度を下回るまたは360を超える場合に、0度から360度の間に収まるような値に自動的に変換し、角度の値を出力します。
(例:‐30度→330度、362度→2度)
角度を-180度から+180度まで出力する:
回転角の角度が-180度を下回るまたは+180度を超える場合に、-180度から+180度の間に収まるような値に自動的に変換し、角度の値を出力します。
(例:-200度→160度、182度→-178度)
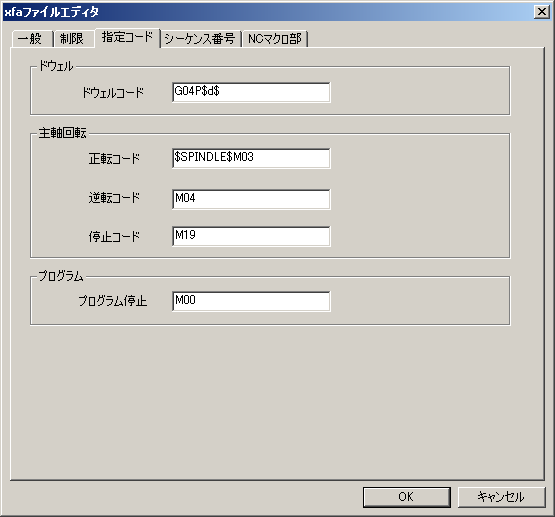
『指定コード』は5軸穴あけ機能用の出力コードです。
詳細は5軸穴あけ機能の『指定コード』を参照してください。
 |
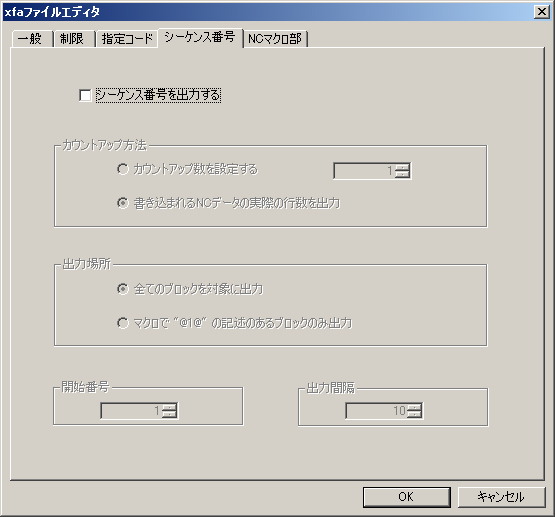 |
・シーケンス番号を出力する
各ブロックにシーケンス番号を付加するかどうかを選択します。
・カウントアップ方法
シーケンス番号のカウントアップ方法を選択します。
カウントアップ数を設定する:
シーケンス番号のカウントアップ数に従いカウントアップされます。
書き込まれるNCデータの実際の行数を出力:
書き込まれるNCデータの実際の行数が出力されます。
・出力場所
シーケンス番号の出力場所を選択します。
全てのブロックを対象に出力:
シーケンス番号が全てのブロックを対象に出力されます。
マクロで"@1@"の記述のあるブロックのみ出力:
シーケンス番号が"@1@"の記述のあるブロックのみ出力されます。
・開始番号
シーケンス番号の開始番号を指定します。
・出力間隔
シーケンス番号の出力間隔を指定します(例えば、2と指定すると、1ブロックおきにシーケンス番号が出力されます)。
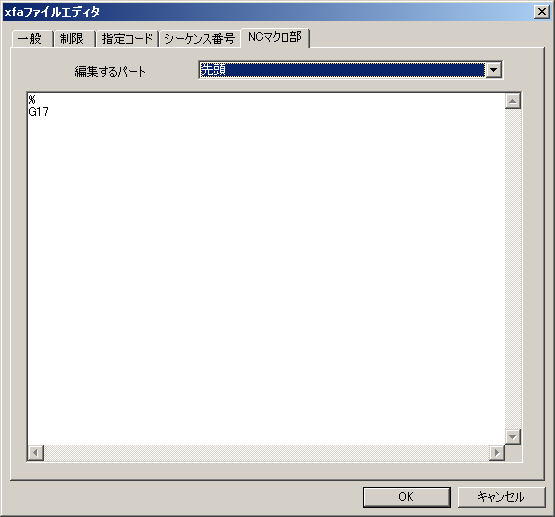 |
・編集するパート
マクロデータ編集エリアにて表示するパートの選択を行います。
選択できるパートは以下の通りです。
先頭 :NCデータの最初に出力されます。
工具交換 :各移動情報の前の工具交換を行う際に出力されます。
加工終了位置 :各移動情報の後、加工が終了した際に出力されます。
最後 :NCデータの最後に出力されます。
これらで設定したマクロは出力されるNCデータの各移動情報の前後に、所定の位置で出力されます。
・マクロデータ編集エリア
マクロデータ編集エリアは、編集可能なテキスト表示エリアで、編集したい所にマウスカーソルをおきキーボードで編集します。
また、削除、切取り、コピー、貼付けなどのWindowsの編集機能を利用することもできます。
ここで設定するデータは、すべて半角英数字で記述します。
ただし、1カラム目に"#"を記述すると、その行はコメントとみなされます。コメント行には日本語を記述してもかまいません。
また、行の先頭に"@0@"記述することで、その行にシーケンス番号を出力しないようにすることができます。
さらに、一部予約語にも対応しています。予約語に関しては「NCマクロ予約語一覧」の項目を参照してください。
各NCマクロ部では、$で挟んだ形の予約語を用いることで、システムに設定された内容を、NCデータに展開することができます。使用できる予約語は、以下の通りです。
|
予約語 |
展開される値、文字列 |
|
$DATE$ |
作成日付が展開される。 例)2005-9-11 15:8:21 |
|
$TITLE$ |
作業プロパティの「作業名」が展開される |
|
$EXPLANATION$ |
作業プロパティの「説明」が展開される |
|
$CREATOR$ |
作業プロパティの「作成者」が展開される |
|
$PRODUCTNAME$ |
作業プロパティの「製品名」が展開される |
|
$PARTNAME$ |
作業プロパティの「部品名」が展開される |
|
$WORKMATERIAL$ |
ワークプロパティの「材質」が展開される |
|
$NCFILENAME$ |
Space-E/CAMが自動設定したNCデータファイル名称が展開される |
|
$5AX_MACHINENAME$ |
Space-E/CAMで設定した5軸用のポスト出力制御ファイル名称が展開される |
|
$NODE$ |
Space-E/CAMで設定した機能のノード名が展開される |
|
$COMMENTS$ |
Space-E/CAMで設定した機能のコメントが展開される |
|
$PATHFILE$ |
Space-E/CAMが自動設定した経路ファイル名称に展開される |
|
$TOOLTYPE$ |
Space-E/CAMで設定した工具のタイプが展開される |
|
$PROGRAM$ |
Space-E/CAMで設定したプログラム開始番号が展開される |
|
$TOOL$ |
使用する工具のTコードが展開される |
|
$TOOLMATERIAL$ |
「工具」ダイアログの「材質」が展開される |
|
$TOOLCOMMENT$ |
「工具」ダイアログの「説明」が展開される |
|
$SPINDLE$ |
Space-E/CAMで設定した工具の回転数が展開される |
|
$COMPD$ |
Space-E/CAMで設定した工具のDコードが展開される |
|
$ORIGINX$ |
基経路の加工原点Xの座標値が展開される |
|
$ORIGINY$ |
基経路の加工原点Yの座標値が展開される |
|
$ORIGINZ$ |
基経路の加工原点Zの座標値が展開される |
|
$5AX_ORIGINX_XFA$ |
5軸用の出力制御ファイルで設定した加工原点Xの座標値が展開される |
|
$5AX_ORIGINY_XFA$ |
5軸用の出力制御ファイルで設定した加工原点Yの座標値が展開される |
|
$5AX_ORIGINZ_XFA$ |
5軸用の出力制御ファイルで設定した加工原点Zの座標値が展開される |
|
$STARTX$ |
経路の加工開始点でのX座標値が展開される |
|
$STARTY$ |
経路の加工開始点でのY座標値が展開される |
|
$STARTZ$ |
経路の加工開始点でのZ座標値が展開される |
|
$5AX_STARTANGLE1$ |
経路の加工開始点での第1回転角度が展開される |
|
$5AX_STARTANGLE2$ |
経路の加工開始点での第2回転角度が展開される |
|
$LASTX$ |
経路の加工終了点でのX座標値が展開される |
|
$LASTY$ |
経路の加工終了点でのY座標値が展開される |
|
$LASTZ$ |
経路の加工終了点でのZ座標値が展開される |
|
$5AX_LASTANGLE1$ |
経路の加工終了点での第1回転角度が展開される |
|
$5AX_LASTANGLE2$ |
経路の加工終了点での第2回転角度が展開される |
|
$5AX_ANGLENAME1$ |
第1回転角度の文字列が展開される |
|
$5AX_ANGLENAME2$ |
第2回転角度の文字列が展開される |
|
$5AX_OUTPUTG68COORD$ |
座標方向を参照してG68による座標回転出力のコードが展開される(G68のコードを含んだ複数行)(※1) |
|
$5AX_OUTPUTG68COORD1$ |
G68による座標回転出力の1行目のコードを展開する(※1) |
|
$5AX_OUTPUTG68COORD2$ |
G68による座標回転出力の2行目のコードを展開する(出力する必要がない場合は空白)(※1) |
|
$5AX_OUTPUTG68COORD3$ |
G68による座標回転出力の3行目のコードを展開する(出力する必要がない場合は空白)(※1) |
※1 この予約語は『割り出し5軸変換』の「座標回転(G68)による出力を行う」がONの場合にのみ使用できます)