工程コードファイル
![]()
|
運用について
|
|
工程コードファイル |
|
|
|
|
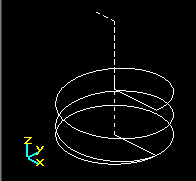
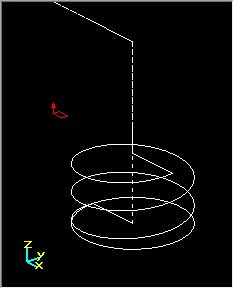
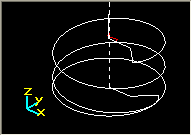
スパイラル加工
|
CGSPL00
|
||
|
経路例
|
項目名
|
変数名
|
初期値
|
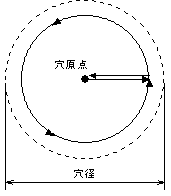
| 穴径 | CDIA | 0 | |
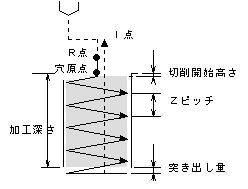
| 切削開始高さ | CSHEIGHT | 0 | |
| Zピッチ | CZSTEP | 0 | |
| 突き出し量 | CZOVRCUT | 0 | |
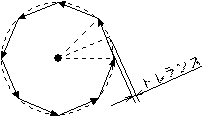
| トレランス | CZTOL | 0.1 | |
| 右回り(1:ON) | CCLOCK | 0 | |
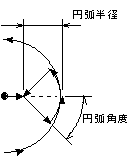
| 円弧アプローチの円弧半径 | CAPARCRD | 0 | |
| 円弧アプローチの円弧角度 | CAPARCAG | 0(度) | |
| 径補正(1:ON) | CDCOMP | 0 | |
| ヘリカル補間出力(1:ON) | COUTHEL | 0 | |
|
スパイラル加工は、穴径を直径、加工深さを高さとする円筒の内側をらせん状に輪郭加工する経路を作成します。 【経路】
【トレランス】
【右回り】
【円弧アプローチ】
【径補正】
【ヘリカル補間出力】
|
|||