|
硬材用ねじ切り加工は、ねじ切り加工と同じく円筒の内側をらせん状に輪郭加工する経路を作成します。
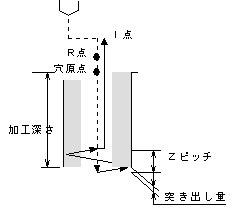
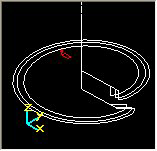
【経路−深さ方向】
- 円筒の中心(穴原点)から「加工深さ+突き出し量」分下がった高さから経路を作成します。
- 経路は、Z軸+方向に反時計回りでらせんを描きながら、Zピッチ分上がっていきます。
- Zピッチ分上がったとき、経路はその高さの穴中心に戻ります。
- 穴中心に戻った経路は、再び、円筒の中心(穴原点)から「加工深さ+突き出し量」分下がった高さに移動し、Z軸+方向へのらせん移動を繰り返します。
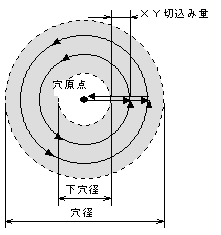
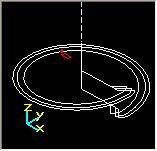
【経路−平面方向】
- 円筒の中心(穴原点)から「下穴径/2+XY切込み量」分外側に最初の経路を作成します。
- 最初の経路を作成後、穴径を直径とする円の外周まで自動調節した切り込み量(※)で外側に切り込みながら経路を作成します。
- Zピッチ分上がったとき、経路はその高さの穴中心に戻ります。
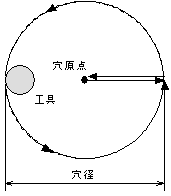
- 最も外側の経路は、「穴径/2−工具径/2」を半径とする円周上に作成されます。
【左ねじ】
- 左ねじが「0」の場合、右ねじ用の経路が作成されます。
左ねじが「1」の場合、左ねじ用の経路が作成されます。
- 左ねじ用の経路は、円筒の中心(穴原点)から「加工深さ+突き出し量−Zピッチ」分下がった高さから経路が作成され、Z軸−方向に反時計回りでらせんを描きながら下りていく経路になります。
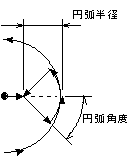
【円弧アプローチ】
- 円弧アプローチの円弧半径、円弧角度が0でない場合、周回経路ごとに円弧アプローチが追加されます。ただし、円弧半径が下穴径/2以上の場合、円弧アプローチは追加されません。
- 円弧アプローチの円弧半径、円弧角度が0以外で径補正が1か−1の場合、周回経路に径補正コードが追加されます。
【径補正】
- 径補正が「0」の場合、径補正コードは追加されません。
径補正が「1」の場合、G42(工具進行方向に対して右側に補正)の補正コードが追加されます。
径補正が「−1」の場合、G41(工具進行方向に対して左側に補正)の補正コードが追加されます。
ただし、径補正コードの追加は、円弧アプローチが正しく追加された場合に限ります。
【工具径で作成】
- 工具径で作成が「0」の場合、工具中心の経路が作成されます。
工具径で作成が「1」の場合、工具側面の軌跡を経路とします。
【ヘリカル補間出力】
- ヘリカル補間出力が「0」の場合、らせん部分の軌跡を線分で近似したNCデータを出力します。
- ヘリカル補間出力が「1」の場合、らせん部分の軌跡をヘリカル補間したNCデータを出力します。
- ヘリカル補間したNCデータを出力するためには、「穴あけヘリカル補間ユーティリティ」を参照ください。
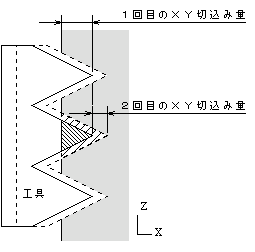
※自動調節した切り込み量
最初の切り込みでは、工具はねじ山の先端にしかあたらないため、切削抵抗が少ないですが、2回目、3回目と切り込みが進むにつれ、ねじ山にあたる工具の面積が次第に増えて切削抵抗が大きくなります。
そこで、2回目以降の「XY切り込み量」を自動調節し、切削抵抗による工具の負担を軽減します。
2回目の「XY切り込み量」は、1回目の切削面積(下図中央にある内側の三角形の斜線部)と2回目の切削面積(下図中央にある外側の三角形の斜線部)が同じになるように決定されます。
3回目以降も同じようにして決定されます。
|