PRCX5乮梿慁峳庢傝壛岺乯乧僆僾僔儑儞

|
3D乻PRCX5乼
|
|
PRCX5乮梿慁峳庢傝壛岺乯乧僆僾僔儑儞 |
|
|
梿慁忬偺摍崅慄峳庢傝偺宱楬傪嶌惉偟傑偡丅
儊僗儌僨儖偵懳偟偰儃乕儖岺嬶偱壓寠僗僷僀儔儖宱楬帺摦嶌惉偲丄僼儔僢僩岺嬶偱寠偐傜梿慁忬偵峀偘傞崅岠棪偺峳庢傝壛岺傪峴偆俀偮偺宱楬傪嶌惉偟傑偡丅懳墳偟偰偄傞岺嬶偼僼儔僢僩岺嬶偺傒偱偡丅
夋柺忋傪儅僂僗偱僋儕僢僋偡傞偲丄奺僷儔儊乕僞傪愢柧偟傑偡丅
拲堄乯
僉儍價宆儌僨儖偱傕丄僆僗宆晹暘偑懚嵼偡傞儌僨儖偱偼惓忢偵宱楬嶌惉偱偒傑偣傫丅
偦偺岺掱偵億僗僩傪巜掕偡傞偲丄俙俿俠乮侾偮偺俶俠僨乕僞偵俀杮偺岺嬶暘偺僷僗乯偺俶俠僨乕僞偲側傝傑偡丅
侾偮偺俶俠僨乕僞偵侾偮偺岺嬶偲偟偨偄応崌丄乽弌椡惂屼僼傽僀儖乿仺乽堦斒乿仺乽俶俠僨乕僞弌椡宍幃乿仺乽岺嬶偛偲偵暿僼傽僀儖偵曐懚乿傪巜掕偟偰壓偝偄丅
|
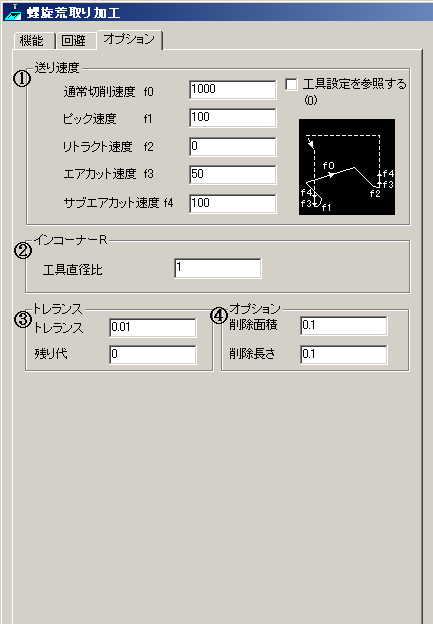
捠忢愗嶍懍搙丗
愗嶍懍搙傪擖椡偟傑偡丅岺嬶愝掕傪嶲徠偡傞丗
岺嬶僷儔儊乕僞偵愝掕偝傟偰偄傞憲傝懍搙傪嶲徠偡傞偐偳偆偐傪愝掕偟傑偡丅
岺嬶僷儔儊乕僞偺乵憲傝懍搙乶傪嶲徠偡傞応崌丄乵捠忢愗嶍懍搙乶偵偼丄偦偺抣偑斀塮偝傟傑偡丅僺僢僋懍搙丗
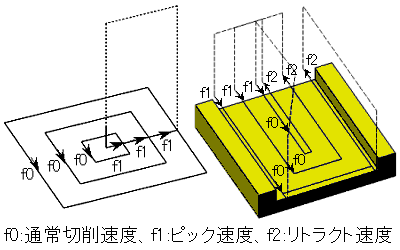
傾僾儘乕僠懍搙丒僺僢僋懍搙傪擖椡偟傑偡丅
愗嶍慜偺傾僾儘乕僠晹傗丄僇僢僩傾僾儘乕僠晹偵偮偔憲傝懍搙偱偡丅傑偨偼丄偁傞抐柺偐傜師偺抐柺偵堏傞偲偒偺僺僢僋晹暘偵偮偔憲傝懍搙偱偡丅僄傾僇僢僩僞僀僾偑僕僌僓僌傑偨偼媡幬傔愗崬傒偺偲偒偼丄愗崬傒晹暘偵偮偔憲傝懍搙偱偡丅儕僩儔僋僩懍搙丗
儕僩儔僋僩懍搙傪擖椡偟傑偡丅
壛岺偺屻偺儕僩儔僋僩晹暘偵晅偔憲傝懍搙偱偡丅僄傾僇僢僩懍搙丗
僄傾僇僢僩懍搙傪擖椡偟傑偡丅
僄傾僇僢僩[捈愙]傪巜掕偟偰偄傞応崌偵晅偔憲傝懍搙偱偡丅僒僽僄傾僇僢僩懍搙丗
僒僽僄傾僇僢僩懍搙傪擖椡偟傑偡丅
僄傾僇僢僩傪僒僽僄傾僇僢僩晅偒偵偟偰偄傞応崌丄僒僽僄傾僇僢僩偺晹暘偵晅偔憲傝懍搙偱偡丅
 |
僀儞僐乕僫乕俼偺敿宎傪岺嬶捈宎偵懳偡傞學悢偱巜掕偟傑偡丅1.0偼岺嬶捈宎偲摨偠俼偑晅壛偝傟傑偡丅
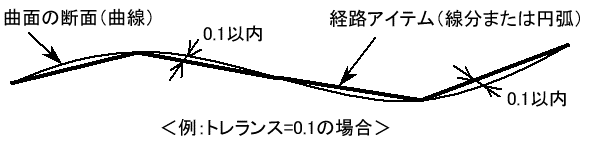
僩儗儔儞僗丗
嬋柺忋偱丄宱楬傪嶌惉偡傞偲偒偺嫋梕岆嵎傪擖椡偟傑偡丅嬋柺偲偺岆嵎偑偙傟埲壓偵側傞傛偆偵寁嶼偟傑偡丅偙偺抣傪戝偒偔偡傞偲丄婎偺嬋柺宍忬偲偺岆嵎偑戝偒偔側傝丄壛岺昞柺偑慹偔側傝傑偡丅
彫偝偔偡傞偲岆嵎偼彫偝偔側傝傑偡偑丄宱楬偺傾僀僥儉悢偑懡偔側傝俶俠僨乕僞検傕懡偔側傝傑偡丅
 |
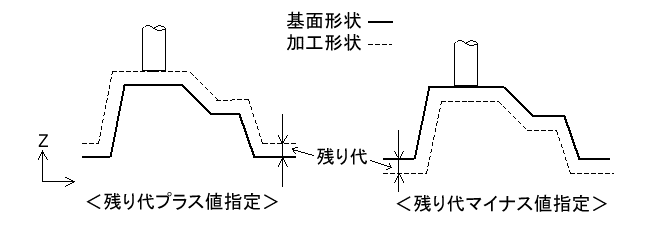
巆傝戙丗
嬋柺偵懳偡傞巆傝戙乮巇忋偘戙乯傪擖椡偟傑偡丅
岺嬶僐乕僫乕敿宎枹枮偺儅僀僫僗抣傪擖椡偡傞偙偲傕偱偒傑偡丅
 |
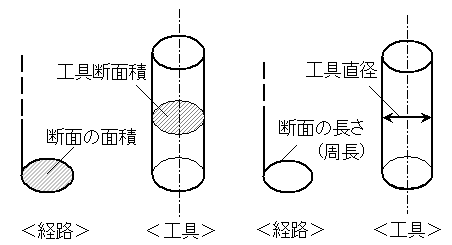
嶍彍柺愊丗
嶍彍柺愊偵擖椡偟偨抣傪傕偲偵丄旝彫宱楬傪嶌惉偡傞偐偳偆偐愝掕偟傑偡丅岺嬶抐柺偺柺愊偲摍崅慄抐柺偺柺愊傪斾妑偟丄壓婰偺忦審偑惉棫偡傞偲偒丄偦偺摍崅慄抐柺偺宱楬傪嶌惉偟傑偣傫丅
乽摍崅慄抐柺偺柺愊亙岺嬶抐柺柺愊亊嶍彍柺愊乮岺嬶抐柺愊斾乯乿 旝彫宱楬傪嶍彍偡傞偲偒偼丄偙偺抣傪戝偒偔偟傑偡丅
媡偵丄旝彫宱楬傪嶌惉偡傞偲偒偼丄偙偺抣傪彫偝偔偟傑偡丅捠忢偼弶婜抣偺傑傑偛巊梡偔偩偝偄丅嶍彍挿偝丗
嶍彍挿偝偵擖椡偟偨抣傪傕偲偵丄旝彫宱楬傪嶌惉偡傞偐偳偆偐愝掕偟傑偡丅岺嬶偺捈宎乮挿偝乯偲摍崅慄偺挿偝傪斾妑偟丄壓婰偺忦審偑惉棫偡傞偲偒丄偦偺摍崅慄抐柺偺宱楬傪嶌惉偟傑偣傫丅
乽摍崅慄抐柺偺挿偝亙岺嬶捈宎亊嶍彍挿偝乮岺嬶捈宎斾乯乿 旝彫宱楬傪嶍彍偡傞偲偒偼丄偙偺抣傪戝偒偔偟傑偡丅
媡偵丄旝彫宱楬傪嶌惉偡傞偲偒偼丄偙偺抣傪彫偝偔偟傑偡丅捠忢偼弶婜抣偺傑傑偛巊梡偔偩偝偄丅
拲堄乯 抐柺偵懳偟偰岺嬶宎偑戝偒偄偨傔偵丄抐柺偵宱楬偑嶌惉偱偒側偄応崌丄嶍彍柺愊傗嶍彍挿偝偺抣傪彫偝偔偡傞偲宱楬偑嶌惉偝傟傑偡丅偟偐偟丄抣傪彫偝偔偟偡偓傞偲丄宱楬寁嶼偵帪娫偑偐偐傝傑偡丅捠忢偼弶婜抣傪巊梡偟偰偔偩偝偄丅
丂

 憲傝懍搙
憲傝懍搙  岺嬶捈宎斾
岺嬶捈宎斾 僩儗儔儞僗
僩儗儔儞僗  僆僾僔儑儞
僆僾僔儑儞