PRCX(等高線荒取り加工)…機能

|
3D《PRCX》
|
|
PRCX(等高線荒取り加工)…機能 |
|
|
等高線荒取りの経路を作成します。
画面上をマウスでクリックすると、各パラメータを説明します。

|
ダウンカット:
工具の刃が未切削の部分に当たり、削り下げる加工です。アップカット:
工具の刃が未切削の部分に当たり、削り上げる加工です。混在:
「機能タプ→XY切込み→切り込みモード」が「周回」の場合に、オスモデルや、モデルの開口部で、往復の切削方向による追い込み加工の経路を作成します。
ピック部がなるべく最短となるよう連結するので、切削時間を短縮します。
閉じた部分では自動でダウンカット方向となります。切り込みモードが「平行」の場合、ピッチ送りごとに往復の加工方向を行い、折り返し部分では切削で連結する経路を作成します。
切り込みモードと加工方向の組み合わせによるケースについては、切り込みモードの欄にも説明があります。
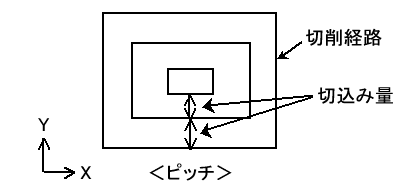
ピッチ:
切込み量:
1回の切込み深さを入力します。
Z等間隔の切込みをします。工具設定を参照する:
工具パラメータに設定されている[Z切込み量]を参照するかどうかを指定します。 チェックを指定すると、[切込み量]には、その値が反映されます。カスプ:
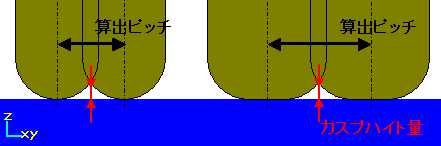
カスプハイト:
入力したカスプハイト量によりZ方向のピッチを求めます。
カスプハイトとは、加工したときに、あるピッチでのミル通過間に削り残される量のことです。
切込み量が一定ではないので、ピッチはガイド表示されません。注意)モデル平坦面に対して、最大でカスプ最小の値分だけ残ることがありますが、必ず平面高さに経路作成することは以前から保証していません。
 |
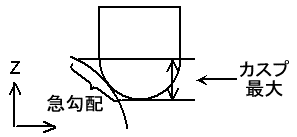
カスプ最大:
最大切込み深さを入力します。
カスプハイトからZ方向のピッチを求める際に、急勾配面部分のピッチが大きくなるので、ピッチがこの値よりも大きくならないように制御します。
 |
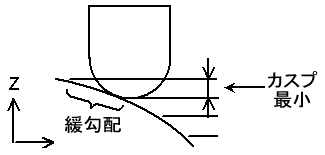
カスプ最小:
最小切込み深さを入力します。
カスプハイトからZ方向のピッチを求める際に、ピッチがこの値よりも小さくならないように制御します。
 |
ピッチ:
切込み量:
XY方向の切込み量を入力します。工具設定を参照する:
工具パラメータに設定されている[Z切込み量]を参照するかどうかを指定します。 チェックを指定すると、[切込み量]には、その値が反映されます。
 |
カスプ:
カスプハイト:
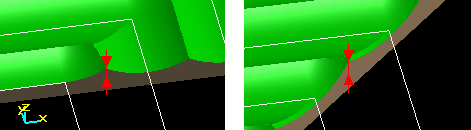
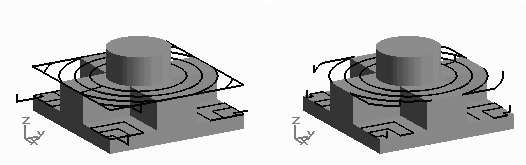
ボールエンドミルで加工した時に、ミル通過間の削り残される量(カスプハイト)を入力します。 カスプ指定の時、XY切込み量がガイド表示されます。カスプハイト量に基づいて平面上にボール工具、フラット工具を並べたイメージで算出したピッチにより経路作成します。
注意)下図はカスプ指定にて作成された経路の加工イメージで左側は経路が平行する箇所のピッチ方向の断面、右側は経路コーナー間の断面。左図平行方向では指定のカスプ高さとなりますが、右図経路のコーナー部では指定どおりのカスプ高さとはなりません。
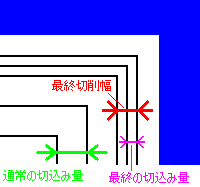
最終切削幅:
製品形状寄りで、最後の数回を小さい切込み量で追い込む加工が行えます。 小さい切込み量で追い込む幅を設定します。最終切削回数:
小さい切込み量で追い込む回数を指定します。 下図の”最終の切込み量”で示すピッチは、「最終切削幅/最終切削回数」となります。切削速度(通常切削速度係数):
「切削速度(通常切削速度係数)×通常切削速度」が、最終の切込み部分の経路を加工するときの送り速度となります。 最終の切込み部分の工具負荷を更に抑えて、綺麗に仕上げたい場合に指定します。
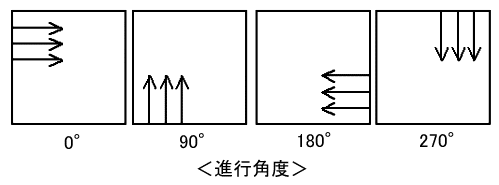
進行角度:
[XY切り込みモード]-[周回]以外のときに設定します。
走査線の切削経路の進行角度を入力します。
0度を入力すると、X軸方向と平行となる走査線経路が作成されます。
90度を入力すると、Y軸方向と平行となる走査線経路が作成されます。
入力できる値は、0度以上360度未満です。
[2点指示]を押すとCAD画面から2点指示で進行方向を指定します。
 |
切り込みモード:
XY切り込みモードの設定は以下の2種類から選択します。周回:
周回荒取りの経路を作成します。
 |
|
|
<周回+ダウンカットまたはアップカット>
周回状の経路を基本に、ワークの縁に沿って、切削で連結する経路を作成します。 |
<周回+混在>
ワークの縁に達すると、折り返しにて、部位ごとに最短の距離で切削する経路を作成します。 |
平行:
一方向に対してのみ加工を行う経路を作成 します。加工方向の設定との組み合わせで以下の2つのパターンの経路を作成します。
 |
|
|
<平行+ダウンカットまたはアップカット>
早送りを行った後、一度切込み方向に加工します。 |
<平行+混在>
加工境界に達しても早送りをせず、往復に加工を続けます。 |
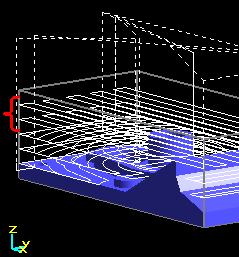
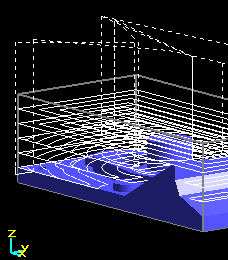
無垢の高さ走査線で切削:
ワーク頂上からモデル頂上のZ範囲では、走査線の往復加工を行います。モデルの位置するZ範囲では、周回加工を行います。
走査線経路の向きは、[進行角度]の指定に従いますが、加工方向は常に[加工方向]-[混在]相当の経路で作成します。
チェックを指定すると、工具設定パネルで指定した首下長さ、シャンク、ホルダ設定から、ホルダ干渉しない経路を作成します。
指定された工具条件、ホルダ条件で加工可能な範囲を加工する経路を作成します。
加工途中のストックを考慮した経路を作成します。
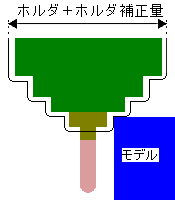
ホルダ補正量:
ホルダが接触、微小干渉しないようにホルダをモデル、ワークにから少し離れた位置で加工する量を指定します。
ホルダ径と高さを下図のような形状に調整した位置で干渉チェックします。
[Id...]
Space-E/Modeler上のモデルを指示または2点で囲んで、モデルを設定します。
モデル取り込み後、プレビューファイルを作成するかを確認するダイアログが表示されます。
指定した名前と同じファイル名が存在した場合、上書きするかを確認するダイアログが表示されます。[選択...]
モデル選択ダイアログが表示されます。
モデルを選択します。選択できるモデルはACISモデルファイル(.sat)または加工形状ファイル(.fx)です。
プレビューをチェックし、 プレビュー作成をクリックすると、選択されたモデルのプレビューが表示されます。
 |
トレランス
形状を多面体近似する許容誤差を設定します。
多面体近似されたファイルを加工形状ファイルと呼びます。高度な設定
形状を多面体近似する際の、1辺の最大長さを設定します。
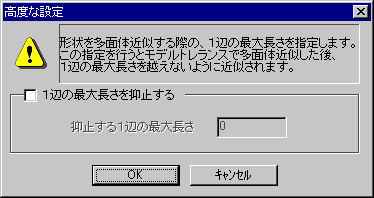 |
(例1)抑止する1辺の最大長さ:0
形状の多面体近似をトレランスのみで行います。(例2)抑止する1辺の最大長さ:3
多面体近似をトレランスで行った後、1辺の長さが3㎜を超えない様に近似します。

 加工方向
加工方向 Z切込み
Z切込み  XY切込み
XY切込み