PRCX(等高線荒取り加工)…オプション

|
3D《PRCX》
|
|
PRCX(等高線荒取り加工)…オプション |
|
|
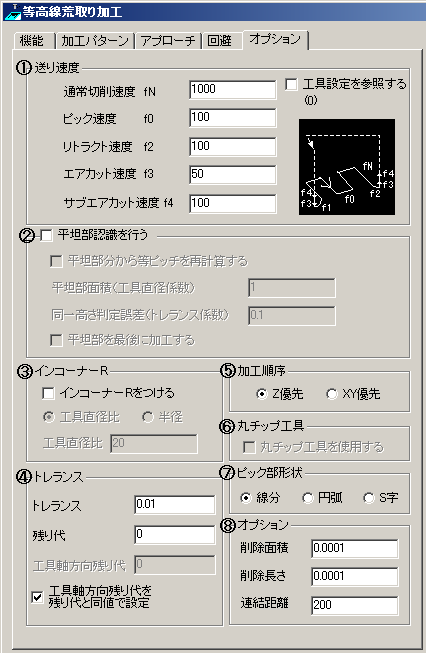
等高線荒取りの経路を作成します。
画面上をマウスでクリックすると、各パラメータを説明します。
|
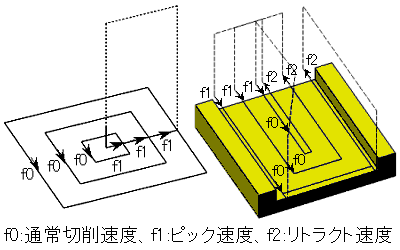
通常切削速度:
切削速度を入力します。工具設定を参照する:
工具パラメータに設定されている送り速度を参照するかどうかを設定します。
工具パラメータの[送り速度]を参照する場合、[通常切削速度]には、その値が反映されます。ピック速度:
アプローチ速度・ピック速度を入力します。
切削前のアプローチ部や、カットアプローチ部につく送り速度です。または、ある断面から次の断面に移るときのピック部分につく送り速度です。エアカットタイプがジグザグまたは逆斜め切込みのときは、切込み部分につく送り速度です。リトラクト速度:
リトラクト速度を入力します。
加工の後のリトラクト部分につく速度です。エアカット速度:
エアカット速度を入力します。
エアカット[直接]を指定している場合、あるいは、ある断面から次の断面で垂直に降りる箇所に付く送り速度です。サブエアカット速度:
サブエアカット速度を入力します。
エアカットをサブエアカット付きにしている場合、サブエアカットの部分に付く送り速度です。
 |
 平坦部認識を行う
平坦部認識を行う
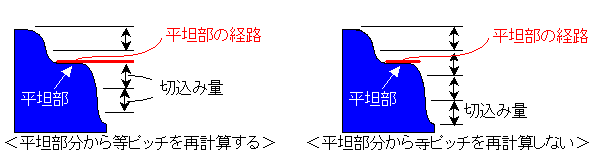
加工形状の平坦な部分を自動認識して、経路をその高さに作成させるか選択します。
平坦部分から等ピッチを再計算する:
平坦部の経路から、[Z切込み]−[切込み量]で指定したピッチで経路を作成するかどうかを設定します。
再計算しない場合は[切込み量]で指定した一定ピッチの経路の間に、平坦部の経路が挿入された経路になります。
 |
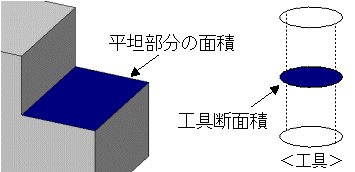
平坦部面積(工具直径係数):
入力した平坦部面積(工具直径係数)をもとに、平坦部に経路を作成するかどうか設定します。工具の断面積と、形状の平坦部分の面積を比較し、下記の条件が成立した場合に、その平坦部に経路を作成します。
「平坦部分の面積>工具断面積× 平坦部面積(工具直径係数)」 平坦部面積(工具直径比)の値を小さくすると、微少な平坦部にも経路を作成します。
 |
同一高さ判定誤差:
同一高さとみなす範囲量(高さ)をトレランスに対する係数で指定します。 平坦部高さが同一とみなされる高さ=トレランス*同一高さ判定誤差(トレランス係数)平坦部を最後に加工する:
[平坦部分から等ピッチを再計算する]がOFFの場合の加工順序を、平坦部の経路を交互に入れて行くか、平坦部を最後にまとめて加工するかの指定を行います。最後でまとめて加工するONの指定の方が加工的も安全です。
 |
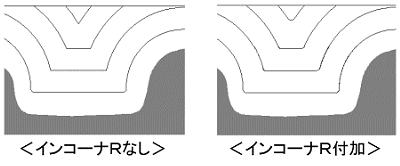
インコーナRをつける:
経路のインコーナー部に円弧をつけます。高速切削での減速回避、コーナー部での削り込みを防止します。
 |
工具直径比:
工具直径比:
インコーナ−に付く円弧の大きさ(半径)を工具直径に対する比率(%)で設定します。 例えば、工具直径比が20(%)の場合、工具の直径が50ならば、インコーナ−に付く円弧の半径は10となります。半径:
半径:
インコーナーに付く円弧の大きさ(半径)を指定します。
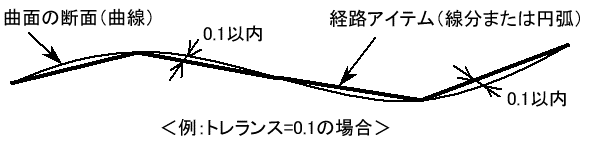
トレランス:
曲面上で、経路を作成するときの許容誤差を入力します。曲面との誤差がこれ以下になるように計算します。この値を大きくすると、基の曲面形状との誤差が大きくなり、加工表面が粗くなります。
小さくすると誤差は小さくなりますが、経路のアイテム数が多くなりNCデータ量も多くなります。
 |
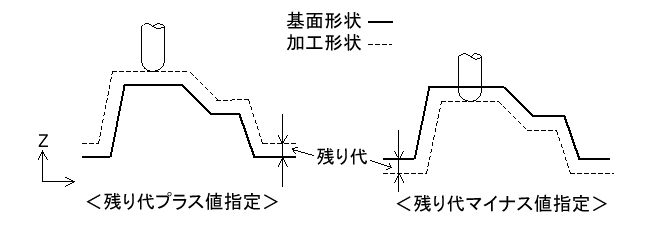
残り代:
曲面に対する残り代(仕上げ代)を入力します。
工具コーナー半径以下のマイナス値を入力することもできます。
 |
工具軸方向残り代:
工具軸方向の残り代を指定します。
工具軸方向とXY方向残り代を別の値にする場合、まず、XY方向残り代を「残り代」に指定し、次に「工具軸方向残り代」に値を入力してください。
下図のように平坦面を先に仕上げて、後で側面の残り代分を加工したい場合には、残り代に任意の値、工具軸方向残り代には0を指定にて経路作成できます。
 |
|
<残り代>0、工具軸方向残り代=0の例>
|
工具軸方向残り代を残り代と同値で設定:
工具軸方向の残り代と残り代を同じ値に指定します。
チェックを入れた場合、 工具軸方向残り代の設定は灰色表示となり、残り代の入力値が両方の残り代に反映されます。
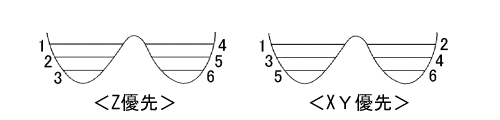
Z優先:
認識した山や谷単位で加工します。
山や谷を自動的に区分し、その区分毎で高い順番に加工します(加工開始終了高さの指定がZ上方向の場合は低い順)。
断面が開いていると、XY方向になることがあります。XY優先:
切込み深さの指定順で加工します。
XY方向上では認識した山や谷の順に加工します。
 |
 丸チップ工具の使用
丸チップ工具の使用
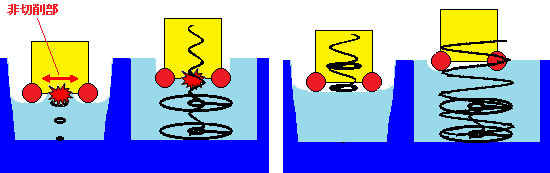
丸チップ工具用に最適化した経路が作成されます。
丸チップ工具底部の切削不可能な部分を考慮して最適な加工となる経路を作成します。
|
丸チップ工具の使用=OFF
|
丸チップ工具の使用=ON
|
||
 |
|||
|
微小な等高線を切削すると工具干渉が発生
|
微小な周回経路に形状沿いアプローチ進入すると工具干渉が発生
|
微小な等高線を削除
|
幅の広い周回経路に形状沿いアプローチ付加
|
 ピック部形状
ピック部形状
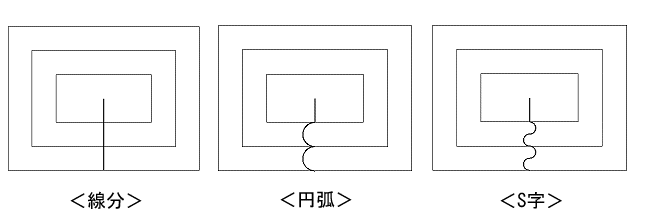
ピック部の形状タイプを以下の3種類から選択します。
線分:
ピック部の経路を線分で作成します。円弧:
ピック部の経路を半円で作成します。S字:
ピック部の経路をS字で作成します。
 |
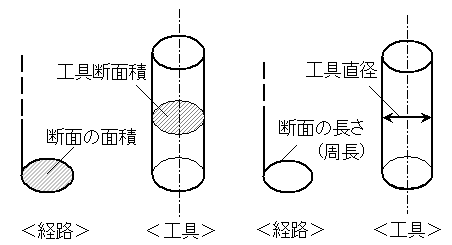
削除面積:
削除面積に入力した値をもとに、微小経路を作成するかどうか設定します。工具断面の面積と等高線断面の面積を比較し、下記の条件が成立するとき、その等高線断面の経路を作成しません。
「等高線断面の面積<工具断面面積×削除面積(工具断面積比)」 微小経路を削除するときは、この値を大きくします。
逆に、微小経路を作成するときは、この値を小さくします。通常は初期値のままご使用ください。
注意)通常は0.001で指定します。寸法の小さいモデルや工具径が1mmなどの小さい場合で経路が不足する場合に小さい値を設定して下さい。
大きい値を設定するとオス形状の頂上部で削り残りやモデル干渉する経路が作成されることがあります。
丸チップ工具の底部に干渉する経路を削除したい場合は、[丸チップ工具の使用]を指定してください。削除長さ:
削除長さに入力した値をもとに、微小経路を作成するかどうか設定します。工具の直径(長さ)と等高線の長さを比較し、下記の条件が成立するとき、その等高線断面の経路を作成しません。
「等高線断面の長さ<工具直径×削除長さ(工具直径比)」 微小経路を削除するときは、この値を大きくします。
逆に、微小経路を作成するときは、この値を小さくします。通常は初期値のままご使用ください。
注意)通常は0.001で指定します。寸法の小さいモデルや工具径が1mmなどの小さい場合で経路が不足する場合に小さい値を設定して下さい。
大きい値を設定するとオス形状の頂上部で削り残りやモデル干渉する経路が作成されることがあります。
 |
連結距離:
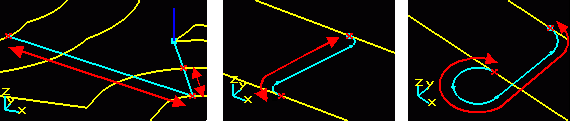
切削経路間を連結する距離を指定します。
指定条件(モデル形状、ピッチ、直線/形状沿い、角度)により仮想される切削断面の端点間の実長(下図矢印間のパス上長さ)が連結距離より短い部分では連結した経路を作成します。
初期値200mmですが連結が多すぎるという場合には設定を変更することで調節可能です。
 |
注意)
ピック形状=直線でも指定ピッチより大きめに設定して下さい。[ピック部形状]-[円弧]の場合はピック部の長さが予測以上となり連結されない場合がありますので、大き目の値を設定して下さい。
極端に大きい値を設定すると連結箇所が増え、切削距離も長くなります。

 送り速度
送り速度  インコーナR
インコーナR  トレランス
トレランス  加工順序
加工順序  オプション
オプション