|
穴あけ加工のための出力制御ファイル
|
| 出力制御ファイルと工程コードファイル、NCデータの関係 |
 |
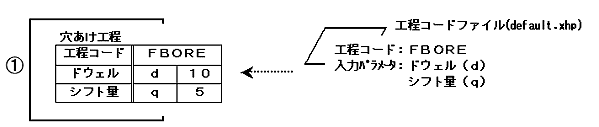
工程コードファイルは「穴あけ加工」の加工パターンを設定するときに使用するファイルで、工具の加工動作を指定するための工程コードとコード別入力パラメータが登録されています。
(工程コードファイルについては、Space-E/CAM オンラインヘルプの 穴あけ加工をご覧ください。)
下図に、出力制御ファイルと工程コードファイル、NCデータの関係を簡単に説明します。
 工程コードファイルから加工パターンに「FBORE」という工程コードを設定します。
工程コードファイルから加工パターンに「FBORE」という工程コードを設定します。
工程コード「FBORE」のコード別入力パラメータであるドウェルdとシフト量qには、 10と5を設定します。
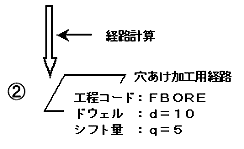
 穴あけ工程に経路計算を実行すると、工程コード「FBORE」の経路が作成されます。
穴あけ工程に経路計算を実行すると、工程コード「FBORE」の経路が作成されます。
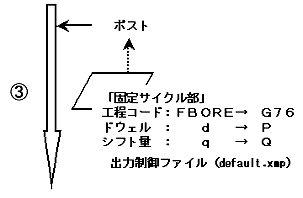
 経路にポスト処理を実行します。
経路にポスト処理を実行します。
出力制御ファイルの「固定サイクル部」には、 工程コード「FBORE」を固定サイクルG76に、 ドウェルdをアドレスPに、 シフト量qをアドレスQに、
変換するように設定されています。
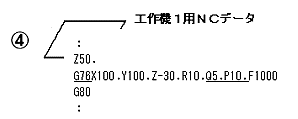
 ポスト処理が行われた結果、 工程コード「FBORE」がG76に、 ドウェルdがPに、 シフト量qがQに
置き換えられ、アドレスの後ろには入力パラメータの設定値が出力されるNCデータが出力されます。
ポスト処理が行われた結果、 工程コード「FBORE」がG76に、 ドウェルdがPに、 シフト量qがQに
置き換えられ、アドレスの後ろには入力パラメータの設定値が出力されるNCデータが出力されます。
このように、工程コードファイルの工程コード、コード別入力パラメータと設定値は、穴あけ工程と経路を通して、ポスト処理に受け渡されます。
そして、出力制御ファイルの「固定サイクル部」の設定にしたがって、工程コード、コード別入力パラメータと設定値は変換され、NCデータに出力されます。
したがって、出力制御ファイルの「固定サイクル部」を編集する場合には、工程コードファイルの設定内容に注意する必要があります。
一方、工程コードファイルを編集する場合にも、出力制御ファイルの「固定サイクル部」の設定内容に注意する必要があります。
互いに注意しながら工程コードファイルと出力制御ファイルの「固定サイクル部」を自社用に編集、作成することにより、自社独自の穴あけ加工用NCデータを作成することができます。