穴あけ加工のための出力制御ファイル
|
穴あけ加工のための出力制御ファイル
|
| 切削距離・切削時間情報の書式 |
| 【切削距離情報】 |
| 【早送り距離情報】 |
| 【加工動作別専用関数】 |
| 〜加工動作別専用関数の図〜 |
| 【切削時間専用関数】 |
【加工動作別専用関数】
下表。関数の記述に大文字小文字の区別はありません。
出力値の計算式の、CZZ,CZR の意味については、アドレス情報の【予約語】の表をご覧ください。
また、下記関数を図で示していますのでこちらを参考にしてください。
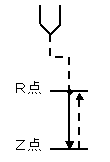
CCYCL1(val) JISの G81, G82, G86, G87, G88 相当の加工動作を行った場合の切削距離を計算する。
出力値 = CZR + CZZ + val
val は数値または変数。
val は省略できる。
省略した場合、val=0とする。
q はCCINF,CRINFの1回の切込み量、d はCCINF,CRINFの1回の逃げ量をあらわす。
システム標準の計算式
切削距離 :CCYCL1()
早送り距離:CRCYCL1()
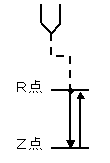
CCYCL2(val) JISの G84, G85, G89 相当の加工動作を行った場合の切削距離を計算する。
出力値 = 2 * ( CZR + CZZ ) + val
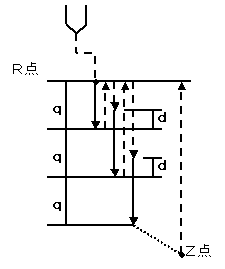
CCYCL3(val) JISの G83(深穴サイクル DEEP)相当の加工動作を行った場合の切削距離を計算する。
出力値 = val,q, d の値により異なる。(CZR + CZZ + val の深さをq, d で加工する。)
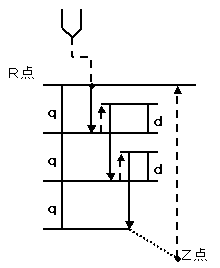
CCYCL4(val) JISの G83(高速深穴サイクル BRKCHP)相当の加工動作を行った場合の切削距離を計算する。
出力値 = val, q, d の値により異なる。(CZR + CZZ + val の深さをq, d で加工する。)
CRCYCL1(val) JISの G81, G82, G86, G87, G88 相当の加工動作を行った場合の早送り距離を計算する。
出力値 = CZR + CZZ + val
CRCYCL2(val) JISの G84, G85, G89 相当の加工動作を行った場合の早送り距離を計算する。
出力値 = val
CRCYCL3(val) JISの G83(深穴サイクル DEEP)相当の加工動作を行った場合の早送り距離を計算する。
出力値 = val, q, d の値により異なる。
CRCYCL4(val) JISの G83(高速深穴サイクル BRKCHP)相当の加工動作を行った場合の早送り距離を計算する。
出力値 = val, q, d の値により異なる。
〜加工動作別専用関数の図〜
切削送り動作
早送り動作
関数の引数val は0とする。
CCYCL1(val)、CRCYCL1(val) CCYCL2(val)、CRCYCL2(val) CCYCL3(val)、CRCYCL3(val) CCYCL4(val)、CRCYCL4(val)
【切削時間専用関数】
下表。関数の記述に大文字小文字の区別はありません。
CTIME(val) CCINFの切削距離の計算結果を送り速度 valで切削した場合の切削時間(sec)を計算する。
出力値=((切削距離/val)*60
valは数値または変数。
valを省略した場合、valにはCTF(工具パラメータの送り速度)が適用される。
システム標準の計算式
CTIME()