最適化
![]()
|
補助機能パラメータ
|
|
最適化 |
|
|
|
最適化は次の手順で行います。
最適化を工程に登録します。
最適化の登録方法は、「補助機能の登録方法」を参照してください。
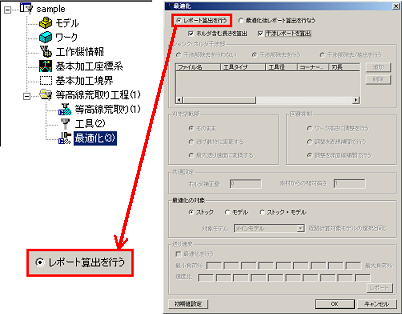
機能、工具のパラメータを設定し、最適化のレポート算出をします。
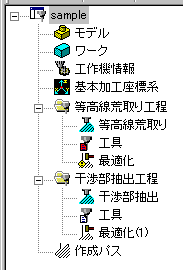
最適化レポートの結果は工程ツリービュー「工具ノード」のアイコンに表示されます。
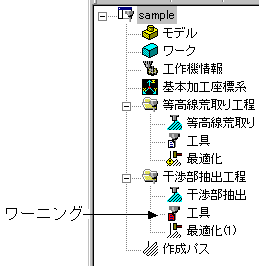
現工具設定が適切でない場合は、ワーニングが表示されます。
 <工具設定が適切> |
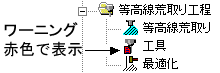 <工具設定が不適切> |
以下の対処方法があります。
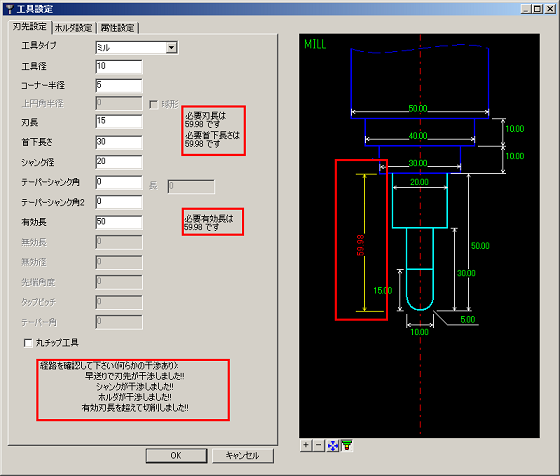
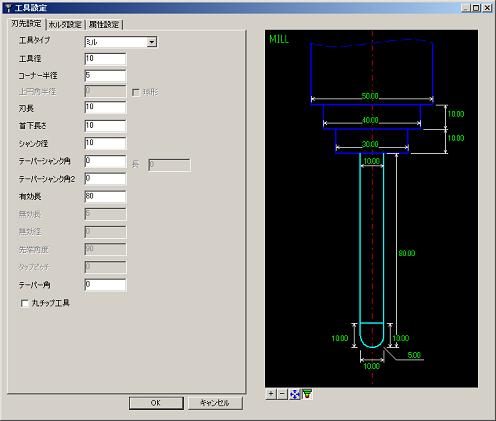
レポートは、工具設定ダイアログ「刃先設定」とレポートタブに刃長、首下長さ、有効長、テーパーシャンク長に必要な長さ、早送り(G00)干渉チェック結果が算出されます。
「ホルダ含む長さを算出」を指定している場合は、ホルダを含む必要長さ、「干渉レポートを算出」を指定している場合は、ホルダ干渉、シャンク干渉、有効刃長干渉、内径無効部切削のチェック結果も表示されます。
レポートにしたがって、設定を変更します。
レポートの必要刃長・必要首下長さ・必要有効長・必要テーパーシャンク長が、設定している刃長・首下長さ・有効長・テーパーシャンク長より大きい値を示している場合、その工具では問題ないことを示しています。例えば有効長が短い工具に変えたい場合など、その指標としてレポートの数値を参考にして下さい。レポートの数値の端数は、ワークピッチ、ストック形状などにより左右されます。
干渉部除去のみ行う場合
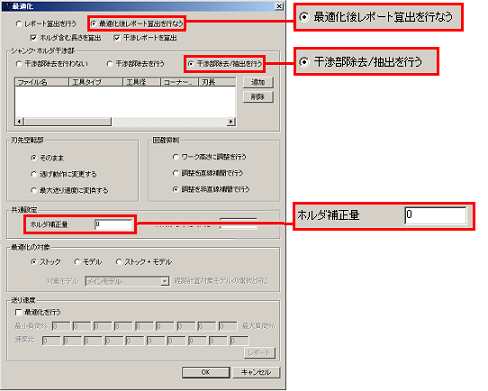
最適化パラメータを「最適化後レポート算出を行う」にし、シャンク・ホルダ干渉部の設定を「干渉部除去を行う」にして、最適化の設定をします。
干渉しない経路のみ作成します。
干渉部除去されたために削り残る箇所については、次の工程で、ストックを考慮した荒取りを使用するなど、削り残っている箇所を考慮した経路作成が必要です。干渉部除去/抽出を行う場合
干渉部抽出とは、干渉部の経路を抽出し、回避や工具設定を変更して正しい経路を作成します。
|
|
 |
 |
 |
 |
 |
 |
|
 |
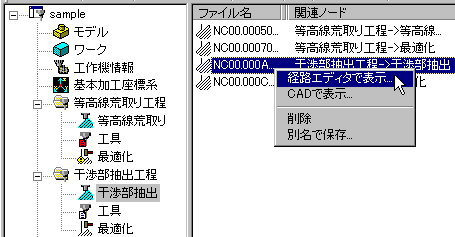
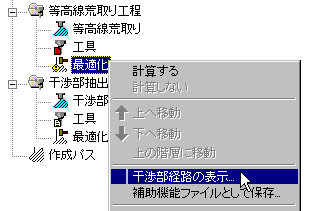
 最適化アイコンを右クリックし、「干渉部経路の表示」をクリックします。
最適化アイコンを右クリックし、「干渉部経路の表示」をクリックします。
 |
|
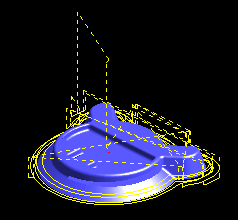 |
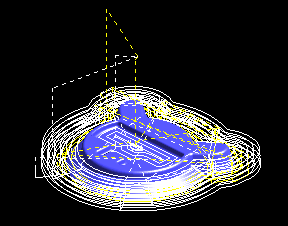
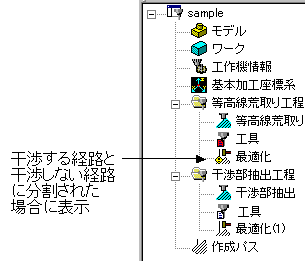
干渉する経路と干渉しない経路を重ねて表示し、経路を確認することができます。
<黄色:干渉する経路、白:干渉しない経路>
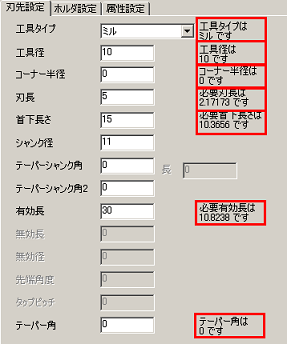
干渉部抽出工程のレポート算出は工程ツリービュー「工具ノード」のアイコンに表示されます。
<工具設定が適切>
<工具設定が不適切>
( 1)干渉部抽出工程の工具パラメータをレポートにしたがって変更し干渉部工程の最適化を再度計算します。
(2)有効長やシャンク部の長い工具設定にて干渉部抽出工程の干渉部経路を分割します。
最適化パラメータを「最適化後レポート算出を行う」にし、シャンク・ホルダ干渉部の設定を「干渉部除去/抽出を行う」にして、最適化の設定をします。
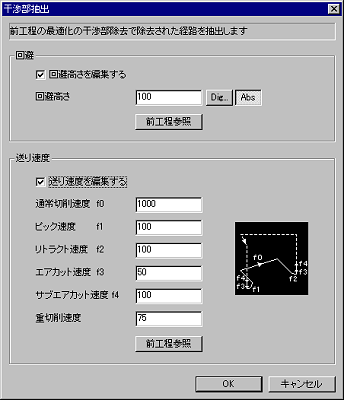
<干渉部抽出設定ダイアログの説明>
干渉部抽出機能のパラメータを設定します。
回避:
回避高さを設定します。
「Dig」では、Modeler画面上を直接指示できます。
「Abs」(絶対座標)ではZ=0からの高さ、「Inc」(相対座標)では相対値の長さを入力します。
「前工程参照」をクリックすると、前工程の設定内容を参照します。
送り速度:
通常切削、ピック、リトラクト、エアカット、サブエアカット、重切削速度を設定します。
重切削速度とは、工具に対する負荷が大きい(工具断面とワークの接している部分が70%を超える)部分につく遅い送り速度です。
「前工程参照」をクリックすると、前工程の設定内容を参照します。
注意)
工程ツリー右クリックからの干渉部抽出工程は通常使用しません。
最適化パラメータを「レポート算出を行う」にて、工程ツリー右クリックにて干渉部抽出工程を作成すると、以下のようなメッセージが表示されます。