
|
機能パラメータ
|
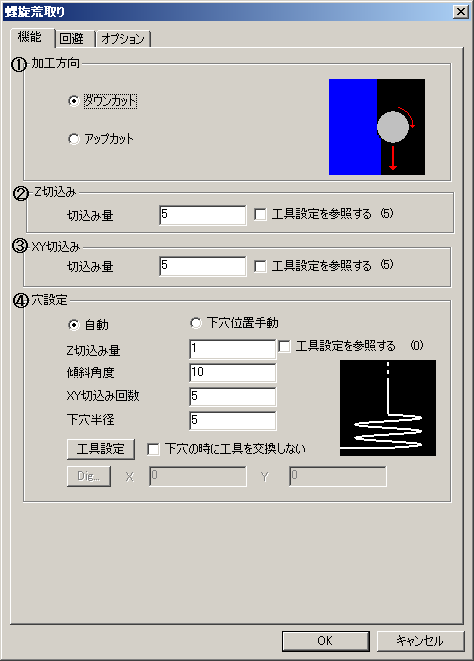
| 螺旋荒取り…機能 |
|
|
螺旋状の等高線荒取り経路を作成します。
比較的単純なメスモデルに対してボール工具で下穴スパイラル経路自動作成と、フラット工具で穴から螺旋状に広げる高効率の荒取り加工を行う2つの経路を作成します。複雑なモデル形状の加工にはおすすめできません。
対応している工具はフラット工具のみです。
画面上をマウスでクリックすると、各パラメータを説明します。
注意)
キャビ型モデルでも、オス型部分が存在するモデルでは正常に経路作成できません。
その工程にポストを指定すると、ATC(1つのNCデータに2本の工具分のパス)のNCデータとなります。
1つのNCデータに1つの工具としたい場合、「出力制御ファイル」→「一般」→「NCデータ出力形式」→「工具ごとに別ファイルに保存」を指定して下さい。
螺旋荒取りは補助機能の最適化に対応していません。最適化を指定しないで下さい。
|
ダウンカット:
工具の刃が未切削の部分に当たり、削り下げる加工です。アップカット:
工具の刃が未切削の部分に当たり、削り上げる加工です。
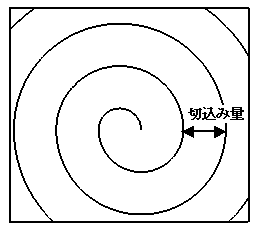
切込み量:
1回の切込み深さを入力します。
Z等間隔の切込みをします。工具設定を参照する:
工具パラメータに設定されている[Z切込み量]を参照するかどうかを指定します。 チェックを指定すると、[切込み量]には、その値が反映されます。
切込み量:
XY方向の切込み量を入力します。工具設定を参照する:
工具パラメータに設定されている[XY切込み量]を参照するかどうかを指定します。 チェックを指定すると、[切込み量]には、その値が反映されます。
 |
自動/下穴位置手動:
スパイラル下穴位置を自動で計算するか手動指定するかを選択します。自動:
スパイラル下穴位置を自動で計算します。
下穴位置手動:
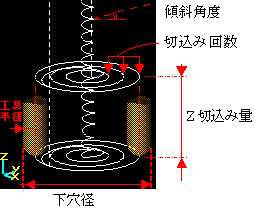
スパイラル下穴位置を座標指定にて計算します。Z切込み量:
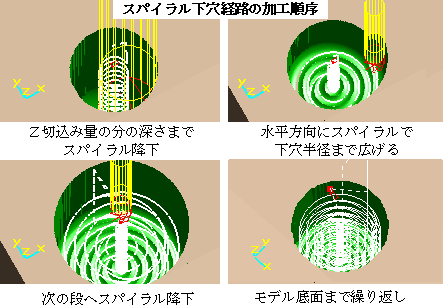
スパイラル下穴経路をZ複数段で出力する際の高さを設定します。
通常は刃長以下の値を指定します。工具設定を参照する:
工具パラメータに設定されている[XY切込み量]を参照するかどうかを指定します。 チェックを指定すると、[切込み量]には、その値が反映されます。 参照先は、螺旋荒取りの機能タブ→「工具設定」ボタンで登録した工具のZ切込みが適用されます。傾斜角度:
スパイラル下穴経路の傾斜角度を指定します。XY切込み回数:
突き加工工具が降下できる直径までスパイラル経路を広げる必要があります。
Z切込み量の段毎に、水平方向にスパイラルで広げる回数を指定します。下穴半径:
突き加工工具より大きな値を指定します。
工具設定:
スパイラル下穴経路の加工工具を設定します。
ボタンを押すと工具設定パネルが開きますので、スパイラル加工を行う工具条件を設定して下さい。
下穴の時に工具交換しない:
Z切込み量毎に、経路分割するかどうかを指定します。
分割しない場合は、OFFに設定します。X,Y:
「下穴位置手動」が設定された場合、その座標を設定します。
 |
 |

 加工方向
加工方向 Z切込み
Z切込み