輪郭…機能

|
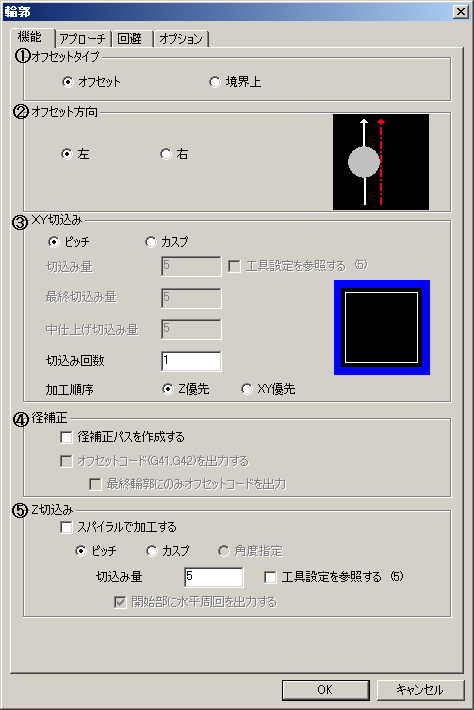
機能パラメータ
|
|
輪郭…機能 |
|
|
輪郭加工の経路を作成します。
画面上をマウスでクリックすると、各パラメータを説明します。
加工対象形状の境界は加工範囲ノードにて設定します。もし形状設定されていない場合、ワーク形状から矩形を得て参照します。
|
 オフセットタイプ
オフセットタイプ
オフセットタイプを以下の2種類から選択します。
オフセットタイプの選択によって、 のパラメータが「オフセット方向」または「アプローチ方法」に切り替わります。
のパラメータが「オフセット方向」または「アプローチ方法」に切り替わります。
オフセット:
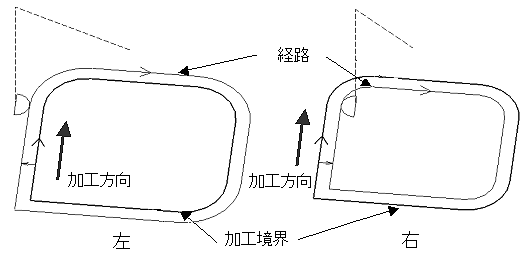
加工方向に対して、加工範囲を右または左側にオフセットして経路を作成します。「オフセット方向」でオフセットする側を指定します。境界上:
加工範囲上に経路を作成します。「アプローチ方法」で工具のアプローチする側を指定します。※「境界上」の場合、切込み回数>1でのオフセット経路、および、「径補正パスを作成する」、オプションタブ「オフセット補間方法」では、設定に関わらず参照しません。
オフセット方向
「オフセットタイプ」が「オフセット」の時に設定します。
加工方向に対して、加工範囲のどちら側にオフセットするか、以下の2種類から選択します。
加工範囲が指定されていない場合は、ワーク形状の時計回り(右回り)を基準とします。
※オフセットタイプが「境界上」の場合、オフセット方向左右は、アプローチの付加方向、「オフセットコード(G41、G42)を出力する」を指定の場合のみ参照します。
右:
右側にオフセットした経路を作成します。左:
左側にオフセットした経路を作成します。
 |
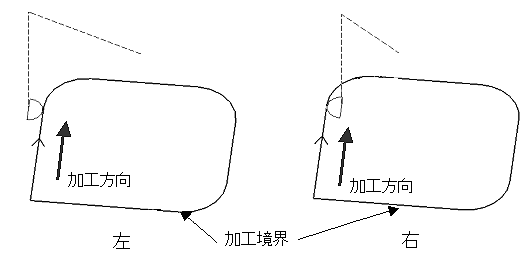
アプローチ方法
「オフセットタイプ」が「境界上」の時に設定します。
加工方向に対して、加工範囲のどちら側からアプローチするか、以下の2種類から選択します。
加工範囲が指定されていない場合は、ワーク形状の時計回り(右回り)を基準とします。
右:
右側からアプローチした経路を作成します。左:
左側からアプローチした経路を作成します。
 |
 XY切込み
XY切込み
XY方向へ複数回に分けて切り込む指定を行います。
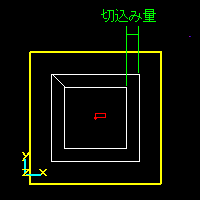
ピッチ:
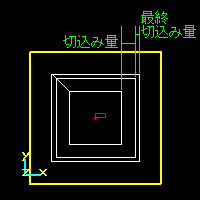
切込み量:
切込み回数が3以上のとき、荒取り部分の切込み量を指定します。
切込み回数が2のときは、断面から断面の間の切込みが1回なので切込み量だけの入力となります。
切込み回数が1のときは、周回経路間の切込みがないので設定しません。工具設定を参照する:
工具パラメータに設定されている[XY切込み量]を参照するかどうかを指定します。 チェックを指定すると、[切込み量]には、その値が反映されます。カスプ:
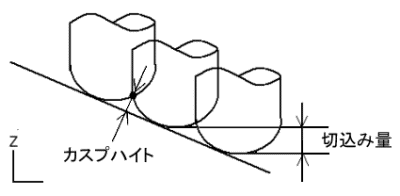
カスプハイト:
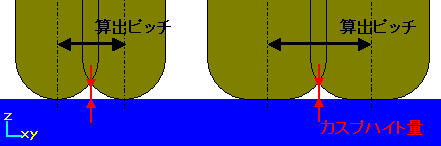
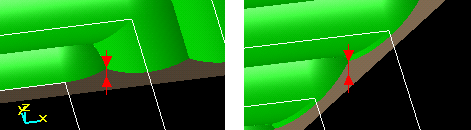
ボールエンドミルで加工した時に、ミル通過間の削り残される量(カスプハイト)を入力します。 カスプ指定の時、XY切込み量がガイド表示されます。カスプハイト量に基づいて平面上にボール工具、フラット工具を並べたイメージで算出したピッチにより経路作成します。
注意)下図はカスプ指定にて作成された経路の加工イメージで左側は経路が平行する箇所のピッチ方向の断面、右側は経路コーナー間の断面。左図平行方向では指定のカスプ高さとなりますが、右図経路のコーナー部では指定どおりのカスプ高さとはなりません。
最終切込み量:
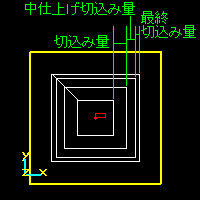
切込み回数が3以上のとき、加工範囲形状側から2本目から最も加工範囲形状側の経路へ切り込むときの切込み量を入力します。中仕上げ切込み量:
切込み回数が3以下のときは、荒取り部分の切込み量を指定します。
切込み回数が4以上のとき、中仕上げ(加工範囲形状側から3本目から2本目への切込み)の経路に対する切込み量を入力します。
 |
 |
 |
|
<加工回数=2>
|
<加工回数=3>
|
<加工回数=4>
|
切込み回数:
加工回数を入力します。※切込み回数>1でオフセットタイプが「境界上」の場合、XY切込み量(>0)でオフセットした経路は作成しません。切込み回数で指定した分の、重複加工をする経路を作成します。
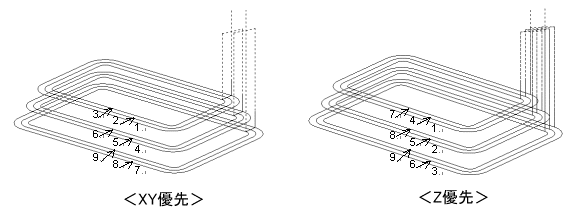
加工順序 :
Z切込みとXY切込みが複数回の時の加工順序を以下の2種類から選択します。Z優先:
Z方向を優先して加工経路を作成します。XY優先:
XY方向を優先して加工経路を作成します。
 |
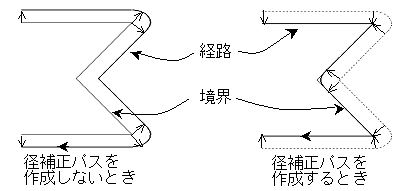
径補正パスを作成する:
径補正付きのパスを作成するかを選択します。
径補正パスを作成しないとき、オフセットした位置に経路を作成します。
径補正パスを作成するとき、一度オフセットした形状に対して、もう一度オフセットします。これにより経路は加工境界位置に作成され、コーナー部分に円弧が付きます。円弧は設定している工具半径で作成されます。
 |
オフセットコード(G41、G42)を出力する:
NCデータにG41、G42を出力するかどうかを選択します。
このパラメータは、「アプローチ]−「水平アプローチ」の設定が、「円弧」または「直線」の場合に有効です。更に、工具パラメータの「Dコード」を設定する必要があります。最終輪郭にのみオフセットコードを出力:
輪郭加工の内、最終の加工のみオフセットコードを出力するか、全てのオフセットコードを出力するかを選択します。
 Z切込み
Z切込み
Z切込み量を設定します。Zの範囲は「加工範囲」の「Z設定」を参照します。
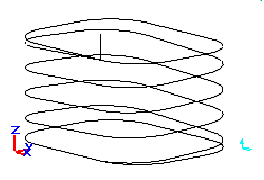
スパイラルで加工する:
高さ毎に加工するか、スパイラルで加工するかを選択します。
スパイラル加工をする時、「ピッチ」、「カスプ」は、境界をスパイラルで1周する時のZ切込み量となります。
「角度指定」は、指定したZ範囲と角度で割り切れる回数からピッチが設定されます。
境界が開形状の場合は、ジグザグ状の経路が作成されます。
一番最初と一番最後の段は、通常の輪郭経路が作成されます。ピッチ:
切込み量:
Z方向の切込み量を入力します。
切込み量を0にすると、加工範囲のZ最小の位置に作成します。工具設定を参照する:
工具パラメータに設定されている[Z切込み量]を参照するかどうかを指定します。 チェックを指定すると、[切込み量]には、その値が反映されます。カスプ:
カスプハイト :
ボールエンドミルによる加工をした時に、ミル通過間の削り残される量(カスプハイト)を入力します。 カスプ指定の時、Z切込み量がガイド表示されます。角度指定:
スパイラル加工を行う時、「角度」にスパイラルの傾斜角度を入力します。
 |
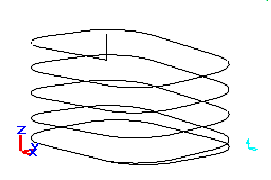
開始部に水平周回を出力する:
スパイラル加工を行う際、最初に等高移動する経路を出力するかどうかを設定します。
 |
 |
|
<「開始部に水平周回を出力する」がONの時>
|
<「開始部に水平周回を出力する」がOFFの時>
|

 径補正
径補正