突き…機能

|
機能パラメータ
|
|
突き…機能 |
|
|
モデルを参照し突き加工の経路を作成します。
注意)
突き加工工程に、補助機能の「投影」は対応していないので登録しないでください。
突きパターンが4方向、6方向、8方向の場合、モデル形状中に凹部分が認識されると、下穴用の座標がCLマネージャのログ情報に表示されます。
その場合、下穴半径は工具設定のものと同じ条件で計算します。 また、下穴どうしの干渉は考慮されていません。
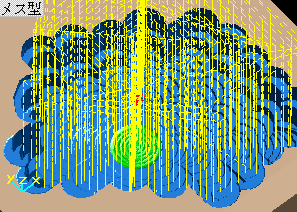
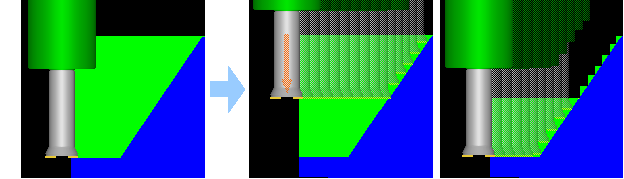
突きパターンがメス型で「下穴中心位置」がOFFの場合、スパイラル下穴経路と突き加工経路を作成します。
その工程にポストを指定すると、ATC(1つのNCデータに2本の工具分のパス)のNCデータとなります。
1つのNCデータに1つの工具としたい場合、「出力制御ファイル」→「一般」→「NCデータ出力形式」→「工具ごとに別ファイルに保存」を指定して下さい。
突き加工の凹タイプは補助機能の最適化に対応していません。凹タイプを使用の場合は最適化を指定しないで下さい。
画面上をマウスでクリックすると、各パラメータを説明します。
|
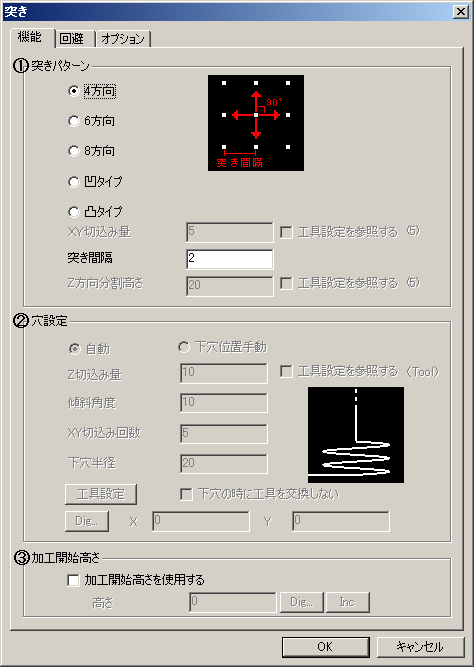
 突きパターン
突きパターン
突き広がり加工する進路を制限する度合いを選択します。
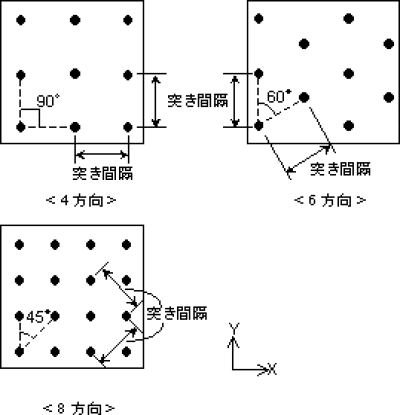
4方向:
突いていく進路を碁盤の目上のXY±方向に限定します。
データ量が少なく、矩形の形状 が多いモデルで利用するのに最適です。
モデル形状を自動判断して経路作成しますが、ピッチが小さくなるため、加工時間が長くなります。6方向:
突いていく進路を周囲60°間隔に限定します。
矩形ではなく60°,120°傾斜の多いモデルにおいて利用するのに最適です。
モデル形状を自動判断して経路作成しますが、ピッチが小さくなるため、加工時間が長くなります。8方向:
突いていく進路を碁盤の目上のXY±、斜め 方向にします。
4方向よりピッチが細かい自由な移動の加工になります。
モデル形状を自動判断して経路作成しますが、ピッチが小さくなるため、加工時間が長くなります。凸タイプ:
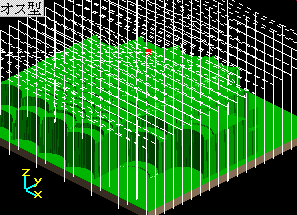
オスモデルに対し外側から走査線状に切込む加工。
4、6、8方向よりもピッチが大きくとれるため、加工時間が短くなります。凹タイプ:
メスモデルに対してボール工具で下穴経路を作成し、下穴位置から矩形状に広げる加工を行います。
4、6、8方向よりもピッチが大きくとれるため、加工時間が短くなります。
 |
|
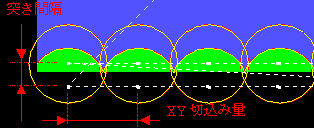
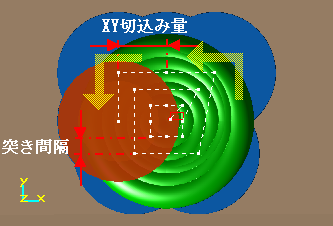
XY切込み量:
「メス型」「オス型」の場合の工具降下の加工順方向に突いていく間隔を入力します。
「メス型」「オス型」では、XY切込み量と突き間隔を指定することで、一定の加工効率を工具径に対して横方向でラップさせる量を差し引いた値を指定します。工具設定を参照する:
工具パラメータに設定されている[XY切込み量]を参照するかどうかを指定します。 チェックを指定すると、[XY切込み量]には、その値が反映されます。
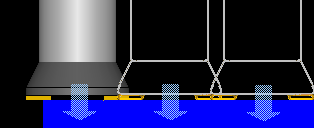 |
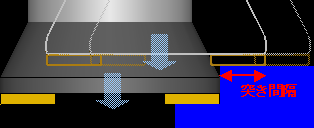
突き間隔:
突き間隔を入力します。
突き間隔には、バーチカルエンドミルの刃先の幅より小さい値を指定します。
 |
 |
 |
|
オス型
|
メス型
|
Z方向分割高さ:
指定されたワークのZ範囲を複数段に分けて段階的に掘り下げる加工をする場合の分割高さを指定します。
モデル傾斜がゆるやかで工具長が底面まで足りない場合、複数段に分けることで加工可能とします。
工具ノードの工具長は参照していません。工具長より少し大きな値〜モデルの深さ程の値を指定して下さい。
作成される経路は1本〜最大で「ワーク高さ(加工範囲のZ範囲指定の場合はその高さ)/分割高さ」となります。工具設定を参照する:
工具パラメータに設定されている[Z切込み量]を参照するかどうかを指定します。 チェックを指定すると、[Z方向分割高さ]には、その値が反映されます。注意)
メス型、オス型の機能は基本的に複数の突き加工経路を作成します。
突き加工経路を1本の経路で作成したい場合、モデルの深さ程の値を指定することで可能になりますが、調整が必要です。
その際、モデル深さより大きい値を指定した上、1本の経路が作成できなかった場合、異常終了となります。
 |
|
|
<Z1回では工具長が足りない場合>
|
<複数段に分けて加工>
|
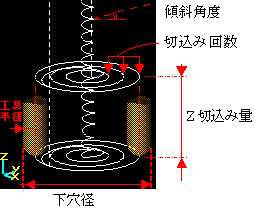
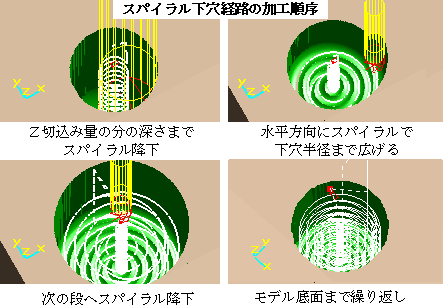
Z切込み量:
スパイラル下穴経路をZ複数段で出力する際の高さを設定します。
通常は刃長以下の値を指定します。工具設定を参照する:
工具パラメータに設定されている[Z切込み量]を参照するかどうかを指定します。 チェックを指定すると、[Z切込み量]には、その値が反映されます。傾斜角度:
スパイラル下穴経路の傾斜角度を指定します。XY切込み回数:
突き加工工具が降下できる直径までスパイラル経路を広げる必要があります。
Z切込み量の段毎に、水平方向にスパイラルで広げる回数を指定します。下穴半径:
突き加工工具より大きな値を指定します。
工具設定:
スパイラル下穴経路の加工工具を設定します。
下穴の時に工具交換しない:
Z切込み量毎に、経路分割するかどうかを指定します。
分割しない場合は、OFFに設定します。下穴中心位置:
スパイラル下穴経路を作成するかどうかを設定します。
突き加工の前工程として下穴を穴あけ加工などで開ける場合に指定します。
OFFの場合、スパイラル下穴経路を自動作成します。X,Y:
下穴加工の座標を指定します。
 |
 |
加工開始高さを使用する:
切削開始位置の高さを指定するかどうかを設定します。高さ:
切削開始位置の高さを指定します。