等高線削り残し…機能

|
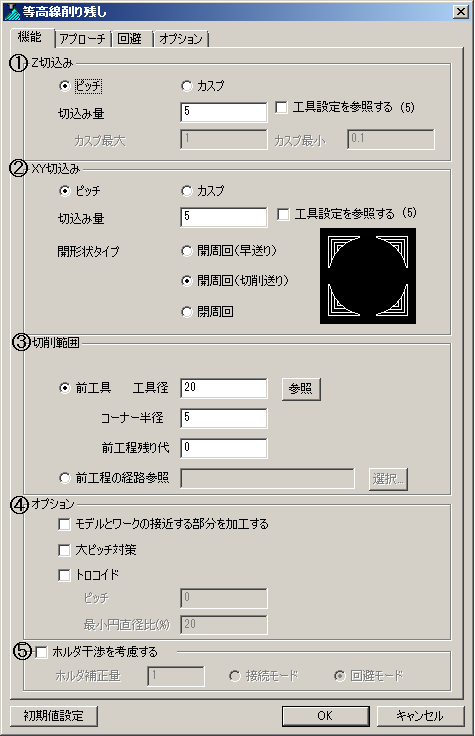
機能パラメータ
|
|
等高線削り残し…機能 |
|
|
荒取り加工で削り残った領域に中荒取りの経路を作成します。
画面上をマウスでクリックすると、各パラメータを説明します。
 |
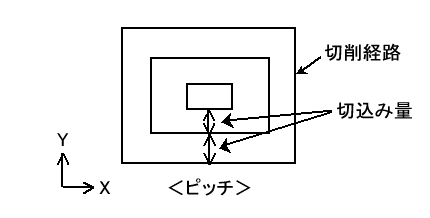
ピッチ:
切込み量:
1回の切込み深さを入力します。
Z等間隔の切込みをします。工具設定を参照する:
工具パラメータに設定されている[Z切込み量]を参照するかどうかを指定します。 チェックを指定すると、[切込み量]には、その値が反映されます。カスプ:
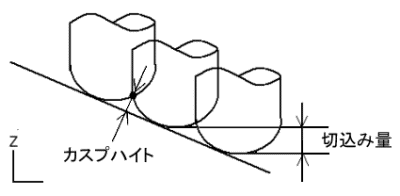
カスプハイト :
入力したカスプハイト量によりZ方向のピッチを求めます。
カスプハイトとは、加工したときに、あるピッチでのミル通過間に削り残される量のことです。
切込み量が一定ではないので、ピッチはガイド表示されません。注意)モデル平坦面に対して、最大でカスプ最小の値分だけ残ることがありますが、必ず平面高さに経路作成することは以前から保証していません。
 |
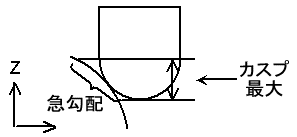
カスプ最大:
最大切込み深さを入力します。
カスプハイトからZ方向のピッチを求める際に、急勾配部分のピッチが大きくなるので、ピッチがこの値よりも大きくならないように制御します。
 |
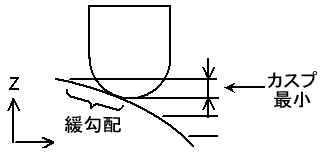
カスプ最小:
最小切込み深さを入力します。
カスプハイトからZ方向のピッチを求める際に、平坦部分のピッチが小さくなるので、ピッチがこの値よりも小さくならないように制御します。
 |
ピッチ:
切込み量:
XY方向の切込み量を入力します。工具設定を参照する:
工具パラメータに設定されている[XY切込み量]を参照するかどうかを指定します。 チェックを指定すると、[切込み量]には、その値が反映されます。
 |
カスプ:
カスプハイト:
ボールエンドミルで加工した時に、ミル通過間の削り残される量(カスプハイト)を入力します。 カスプ指定の時、XY切込み量がガイド表示されます。カスプハイト量に基づいて平面上にボール工具、フラット工具を並べたイメージで算出したピッチにより経路作成します。
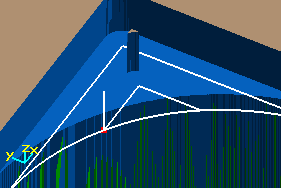
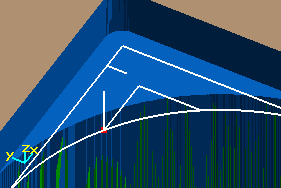
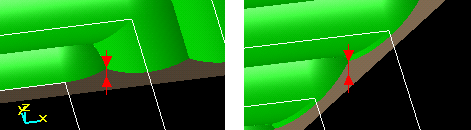
注意)下図はカスプ指定にて作成された経路の加工イメージで左側は経路が平行する箇所のピッチ方向の断面、右側は経路コーナー間の断面。左図平行方向では指定のカスプ高さとなりますが、右図経路のコーナー部では指定どおりのカスプ高さとはなりません。
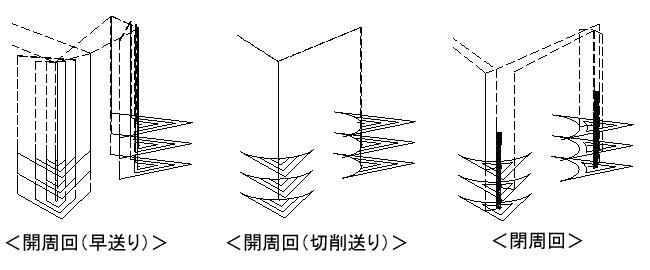
開形状経路タイプ:
開形状経路タイプを設定します。開周回(早送り):
開形状部では、早送りで回避します。
[アプローチタブ]-[水平アプローチ]-[円弧] はこのモードのみに対応しています。開周回(切削送り):
開形状部では、切削送りの経路を作成します。閉周回:
開形状部では、閉じた周回経路を作成します。
|
切削範囲を以下の2種類から選択します。
前工具 :前工程の条件を前工具半径、前工具コーナー半径、前工具残り代の数値で設定します。 前工程の経路参照 :前工程の経路を指定しその経路形状を元に等高線削り残しの経路を作成します。 <前工具を指定の場合>
前工具径:
前工程の加工で使用した工具直径を設定します。
Ver.4.6以降では工具直径で指定するよう変更しています(Ver.4.5までは工具半径)。 Ver.4.5以前の作業、機能パレット、工具パレット、テンプレートをVer.4.6以降で使用すると工具直径に自動変換されます。コーナー半径:
前工程の加工で使用した工具コーナー半径を設定します。前工程残り代:
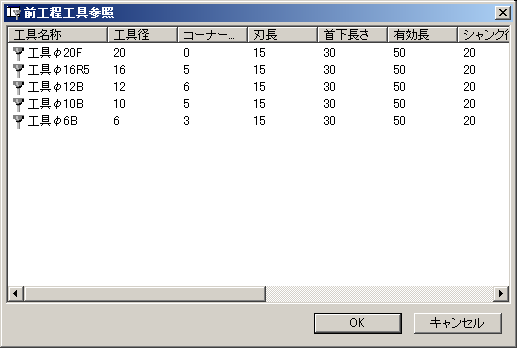
前工程の残り代を設定します。参照:
作業に既に登録している工程の工具条件から工具径、工具コーナー半径を参照設定します。
ボタンを押すと以下のパネルが現れますので、前工程となる工具を選択して下さい。
工具の一覧は、現在操作している等高線削り残し工程より前にある全ての工程から参照します。
<前工具の経路経路参照を指定の場合>
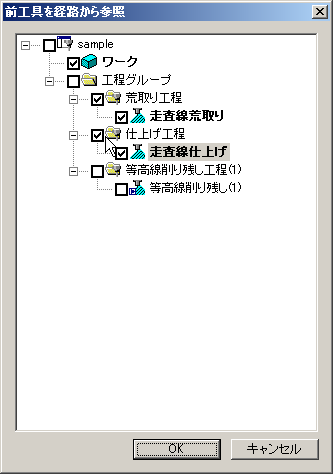
前工具経路:
[選択]のボタンを押すと下図のパネルが起動し、工程ツリーよりワークや機能ノード、補助機能ノードを選択して工具径を設定します。複数のノードを選択することが可能です。
・[前工程の経路参照]では参照先と参照元の加工範囲が違う形状、もしくは参照先のみ狭い加工範囲を指定していると正常に動作しません。パネル上ではエラーチェックしませんので、参照操作前に確認して下さい。・前工程のストック考慮使用かつ前工程までに5軸機能を指定の場合、その経路は無視します。
・前工程のストック考慮使用かつ3.5軸機能を指定で前工程に違う軸方向を指定の場合、予測不可能な経路結果となります。
・後工程のノードも選択できますが、必要ない場合は選択しないよう注意してください。
選択したノードが現在の等高線削り残しの計算時点で、経路作成されていない場合、そのノード選択は無視しますが、後工程のノードを計算の後、再度現在の等高線削り残し工程を計算すると結果が変わることがあります。・選択したノードの数や経路の規模が大きいほど計算時間がかかります。
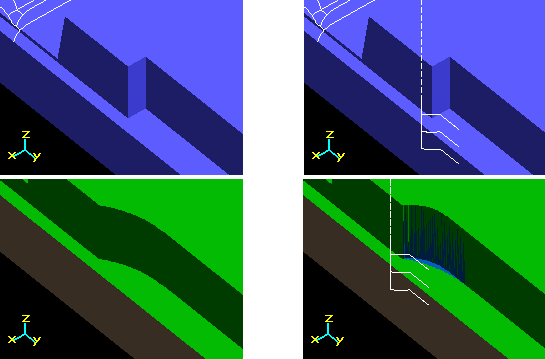
モデルとワークの接近する部分を加工する:
この設定をすると下図のようにモデルとワーク輪郭が接近した部分にも経路を作成します。
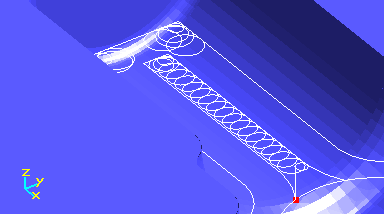
トロコイド:
工具負荷のかかる部分はトロコイド曲線による動きで工具負荷を軽減する経路を作成します。
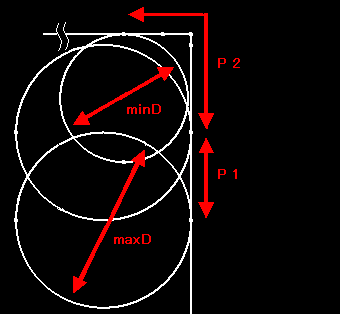
トロコイドの円の最大直径(下図のmaxD)はXY切込み量の0.9倍です。
ピッチ:
トロコイドの円周を出力する間隔は、システムが自動で決めています。
ここでは、下図P1の幅のように進入する部分で間隔を決めるための基準値をmmで指定します。
下図P2のような角の部分については意図したピッチとはなりません。
0を指定すると、完全にシステムが自動決定するモードとなります。トロコイド半径以上の値を入力すると、トロコイド半径のピッチで経路を作成します。トロコイド半径以下の値を入力すると指定とおりのピッチで経路作成します。
注意)ピッチの値を小さくするほど計算時間がかかります。
最小円直径比(%):
隣接する断面との距離がXY切込み量より遠くなる部分でトロコイドの円を出力します。
隅部で狭くなる場所や自身の断面に干渉しないよう0.9倍ずつ小さくした円を出力します。
「最小円直径比」は、トロコイド円があまりにも小さくなり過ぎないよう最小の大きさを指定するものです。
但し、指定した%値×工具直径の大きさの円が必ず出力されるものではありません。下図の minDのトロコイド円自体は、加工上必要ないものですが、このように角部分より後の位置では余分な円を作成することがあります。
大ピッチ対策:
フラット工具、ラジアス工具でXY切込み量>工具半径のとき、コーナー部分などで 削り残りの発生する箇所に経路を追加することで、削り残りのない経路を作成します。
注意)
・XY切込み量<=工具半径のときに指定すると、設定OFFよりも計算時間がかかります。
・ボール工具の場合も指定できますが、削り残りが発生することがありますのでご注意ください。
・ヒゲ状の経路がつく方向は一定しないことがあります。
注意)
・カスプを忠実に参照して余分な経路を作成することがあります。
・「大ピッチ対策」と「トロコイド」を同時指定することはできません。「トロコイド」の経路で切削する過程で削り残らないよう処理しています。
・XY切込み量≦工具半径での「大ピッチ対策」の指定や、「トロコイド」を使用すると、指定なしよりも計算時間がかかります。
・ストックの形状のない空転する部分にもトロコイドを作成することがあります。
・「開形状(早送り)」+「大ピッチ対策」の組み合わせでは加工範囲形状とモデルの開口部が接する部分で大ピッチ対策の経路が作成されないことがあります。
・前工程よりも残り代を減らした設定で計算すると、壁に隣接した平坦面では経路が作成されないことがあります。
チェックを指定すると、工具設定パネルで指定した首下長さ、シャンク、ホルダ設定から、ホルダ干渉しない経路を作成します。
計算対象モデルのみ参照します。
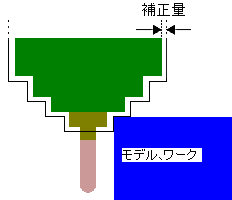
ホルダ補正量:
ホルダが接触、微小干渉しないようにホルダをモデル、ワークにから少し離れた位置で加工する量を指定します。
ホルダ径と高さを下図のような形状に調整した位置で干渉チェックします。
接続モード:
指定された工具条件、ホルダ条件で加工可能な範囲を加工する経路を作成します。
回避モード:
指定された工具条件、ホルダ条件においてホルダ干渉する場所は経路作成しません。

 Z切込み
Z切込み  XY切込み
XY切込み 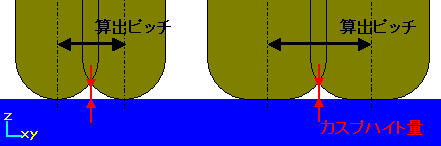
 切削範囲
切削範囲