工程コードファイル
![]()
|
運用について
|
|
工程コードファイル |
|
|
|
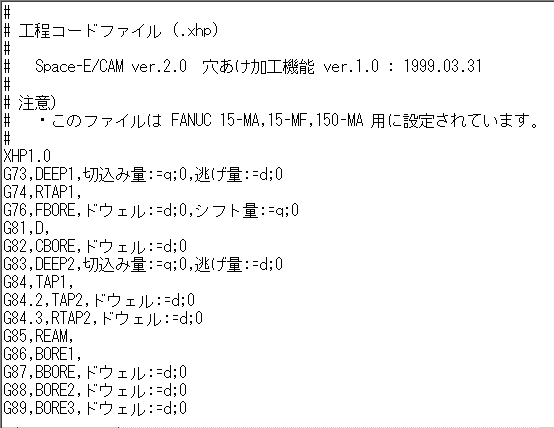
「Space-E/CAM 穴あけ加工」に添付されている工程コードファイルの内容を説明します。
なお、工具パラメータの詳細は『Space-E/CAM オンラインマニュアル (標準加工)』の「工具パラメータ」をご覧ください。
|
<default.xhp>
|
 |
 工程コードとコード別入力パラメータ
工程コードとコード別入力パラメータ
工程コードとコード別入力パラメータおよび加工動作を< 工程コード表 >で示します。なお、表の構成、および表中の記号の意味は次のとおりです。
< 工程コード表の構成 >
|
コメント
|
工程コード
|
サイクル名
|
|
加工動作を示す図
|
コード別入力パラメータ
|
|
|
動作説明
|
||
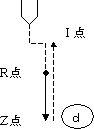
< 工程コード表 記号の意味 >
|
記号
|
意味
|
記号
|
意味
|
|
|
早送り
|
I点
|
イニシャルレベルの位置
|
|
|
切削送り
|
R点
|
R点の位置
|
|
|
ドウェル
|
Z点
|
穴底の位置
|
|
|
シフト
|
< 工程コード表 >
|
|
||||||||||||||||||||||
|
|
|
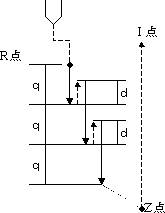
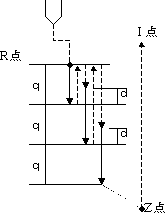
G73
|
DEEP1
|
高速深穴サイクル
|
||||
|
項目名
|
変数名
|
初期値
|
|||
|
切込み量
|
q
|
0
|
||||
|
逃げ量
|
d
|
0
|
||||
|
Z軸方向の間けつ送りにより、切りくずが容易に排出できます。 逃げ量を小さく設定すると、高能率な加工が行えます。 逃げは早送りで動きます。 |
||||||
|
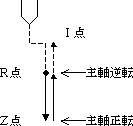
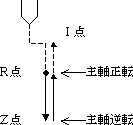
G74
|
RTAP1
|
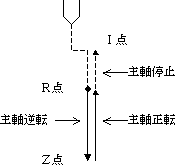
逆タッピングサイクル
|
||||
|
項目名
|
変数名
|
初期値
|
|||
|
---
|
---
|
---
|
||||
|
---
|
---
|
---
|
||||
|
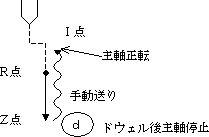
この工程コードの入力パラメータはありません。 穴底で主軸が正転し、逆タッピングが行われます。 |
||||||
|
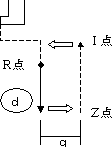
G76
|
FBORE
|
ファインボーリングサイクル
|
||||
|
項目名
|
変数名
|
初期値
|
|||
|
ドウェル
|
d
|
0
|
||||
|
シフト量
|
q
|
0
|
||||
|
穴底でドウェルを行います。 |
||||||
|
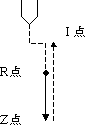
G81
|
D
|
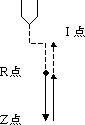
ドリルサイクル
|
||||
|
項目名
|
変数名
|
初期値
|
|||
|
---
|
---
|
---
|
||||
|
---
|
---
|
---
|
||||
|
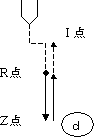
この工程コードの入力パラメータはありません。 穴底まで切削送りで動作し、早送りでイニシャルレベルまで上がります。 |
||||||
|
G82
|
CBORE
|
カウンターボーリングサイクル
|
||||
|
項目名
|
変数名
|
初期値
|
|||
|
ドウェル
|
d
|
0
|
||||
|
---
|
---
|
---
|
||||
|
G81と同じ動作ですが、穴底でドウェルを行います。 |
||||||
|
G83
|
DEEP2
|
深穴サイクル
|
||||
|
項目名
|
変数名
|
初期値
|
|||
|
切込み量
|
q
|
0
|
||||
|
逃げ量
|
d
|
0
|
||||
|
2度目以降の切込みの時、直前に加工した位置のd(mm)手前で早送りから切削送りに切り換わります。 |
||||||
|
G84
|
TAP1
|
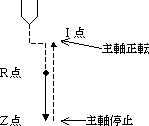
タッピングサイクル
|
||||
|
項目名
|
変数名
|
初期値
|
|||
|
---
|
---
|
---
|
||||
|
---
|
---
|
---
|
||||
|
この工程コードの入力パラメータはありません 穴底で主軸が逆転し、タッピングが行われます。 |
||||||
|
G84.2
|
TAP2
|
リジッドタッピングサイクル
|
||||
|
項目名
|
変数名
|
初期値
|
|||
|
ドウェル
|
d
|
0
|
||||
|
---
|
---
|
---
|
||||
|
主軸の回転とZ軸の送りを常に同期するように制御されたタッピングが行われます。 精度の高いタッピング加工ができます。 |
||||||
|
G84.3
|
RTAP2
|
リジッド逆タッピングサイクル
|
||||
|
項目名
|
変数名
|
初期値
|
|||
|
ドウェル
|
d
|
0
|
||||
|
---
|
---
|
---
|
||||
|
リジッドタッピングの逆タッピング版です。 |
||||||
|
G85
|
REAM
|
ボーリングサイクル(リーマ)
|
||||
|
項目名
|
変数名
|
初期値
|
|||
|
---
|
---
|
---
|
||||
|
---
|
---
|
---
|
||||
|
この工程コードの入力パラメータはありません。 G84と同じ動作ですが、穴底での主軸の逆転は行われません。 |
||||||
|
G86
|
BORE1
|
ボーリングサイクル
|
||||
|
項目名
|
変数名
|
初期値
|
|||
|
ドウェル
|
d
|
0
|
||||
|
---
|
---
|
---
|
||||
|
G81と同じ動作ですが、穴底で主軸が停止し、早送りでイニシャルレベルまで上がります。 |
||||||
|
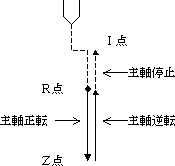
G87
|
BBORE
|
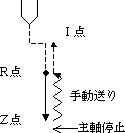
ボーリングサイクル
|
||||
|
項目名
|
変数名
|
初期値
|
|||
|
ドウェル
|
d
|
0
|
||||
|
---
|
---
|
---
|
||||
|
穴底で主軸停止後、休止状態になります。 |
||||||
|
G88
|
BORE2
|
ボーリングサイクル
|
||||
|
項目名
|
変数名
|
初期値
|
|||
|
ドウェル
|
d
|
0
|
||||
|
---
|
---
|
---
|
||||
|
G87と同じ動作ですが、穴底でドウェルを行ってから、主軸を停止します。 |
||||||
|
G89
|
BORE3
|
ボーリングサイクル
|
||||
|
項目名
|
変数名
|
初期値
|
|||
|
ドウェル
|
d
|
0
|
||||
|
---
|
---
|
---
|
||||
|
G85と同じ動作ですが、穴底でドウェルを行います。 |
||||||